Detección de Defectos con IA en Lámina Metálica Estampada: Fisuras, Arrugas y Defectos Superficiales en Paneles de Carrocería

El estampado es uno de los procesos más antiguos, rápidos y menos indulgentes en la manufactura automotriz. Un solo ciclo de prensa toma una pieza plana de acero o aluminio y la conforma en una puerta, capó, guardabarros o componente estructural en pocos segundos. El proceso también es propenso a defectos de maneras muy específicas. Fisuras en regiones de alta deformación. Arrugas en áreas de embutición profunda. Rayones por desgaste de matriz. Derivación dimensional por springback durante el ciclo de vida del herramental.
La inspección es difícil por la misma razón por la que el proceso es rápido: las piezas son grandes, reflectivas y dimensionalmente complejas. La inspección manual al final de línea captura las fallas obvias pero rutinariamente pierde defectos sutiles que fallan en el taller de carrocería o, peor, después de que el vehículo se entrega. La visión IA resuelve el problema de consistencia a velocidad de línea (240 piezas por minuto típicas) sin frenar la prensa.
Esta entrada es un catálogo de defectos práctico para la inspección con IA en lámina metálica estampada, con enfoques de detección por clase de defecto y orientación de despliegue para programas de paneles de carrocería.
El catálogo de defectos
Fisuras y desgarres
Causadas por adelgazamiento del material más allá del límite de formado, normalmente en esquinas de embutición profunda, radios agudos o transiciones de grano del material. Las fisuras son el defecto más crítico para la seguridad en estampado y el más fácil de subdetectar a velocidad de línea. El ancho visible de la fisura suele estar por debajo de 0.5mm.
Enfoque de detección: imagen de alta resolución a tamaño de píxel de 50 a 100 µm combinada con una CNN entrenada en geometría de fisura. La investigación reciente usando arquitecturas ResNet18 alcanza 99.9 por ciento de precisión de clasificación en defectos de fisura en componentes estampados. Los despliegues en producción rutinariamente igualan esto en inferencia en tiempo real.
Arrugas
Inestabilidad por compresión en regiones de embutición profunda, normalmente a lo largo de transiciones de pisador o en bordes de pestaña. Las arrugas cosméticas en superficies Clase A fallan en la inspección del cliente. Las arrugas funcionales en regiones de trayectoria de carga comprometen el desempeño en choque.
Enfoque de detección: estereoscopía fotométrica para extraer mapas de normales superficiales, con un clasificador entrenado en topología de arrugas. Vea nuestra cobertura sobre visión IA fotométrica para defectos de borde en estampado para la arquitectura de iluminación completa.
Rayones y marcas de matriz
Causados por desgaste de matriz, contaminación en superficies de herramental o daño por manejo del material. Los rayones más profundos que 0.1mm en superficies Clase A requieren retrabajo o desperdicio. Enfoque de detección: iluminación estructurada más un clasificador IA entrenado por dirección de rayón (con-grano vs cruz-grano producen firmas visuales distintas).
Abolladuras y ondulación superficial
Depresiones u ondulaciones localizadas por herramientas de prensa, contacto del sistema de transferencia o manejo del operario. Particularmente visibles en colores de pintura oscuros y acabados metálicos tras la aplicación de pintura. Enfoque de detección: imagen 3D o estereoscopía fotométrica, con clasificador sensible a la profundidad y bandas de tolerancia específicas por ubicación.
Springback y derivación dimensional
La recuperación elástica del material causa desplazamiento dimensional después de que la pieza sale de la matriz. El springback es inherente al proceso; la derivación dimensional con el tiempo a medida que la matriz se desgasta es el desafío de inspección. Enfoque de detección: la visión IA en 2D es insuficiente; combine con luz estructurada o triangulación láser para inspección dimensional de grado de medición. El sistema de visión IA maneja la detección de defectos mientras el sistema de metrología rastrea la derivación dimensional.
Defectos de borde: rebabas, defectos de cuello, bordes fracturados
Las operaciones de recorte y perforación producen rebabas y fracturas de borde que comprometen el ensamble aguas abajo. Los defectos de cuello (adelgazamiento localizado en esquinas de borde) son particularmente difíciles de detectar a velocidad de línea. Enfoque de detección: imagen tangente al borde con alta densidad de píxeles a lo largo de los perímetros de pieza, clasificador entrenado en la taxonomía específica de defectos de borde de su herramental.
Defectos de orificios y características de recorte
Orificios perforados que están fuera de posición, de tamaño insuficiente o con bordes desgarrados por un punzón desgastado. Características de recorte que no cumplen con el contorno. Enfoque de detección: clasificador de localización de características más medición dimensional contra el modelo CAD.
Por qué las superficies reflectivas son la parte difícil
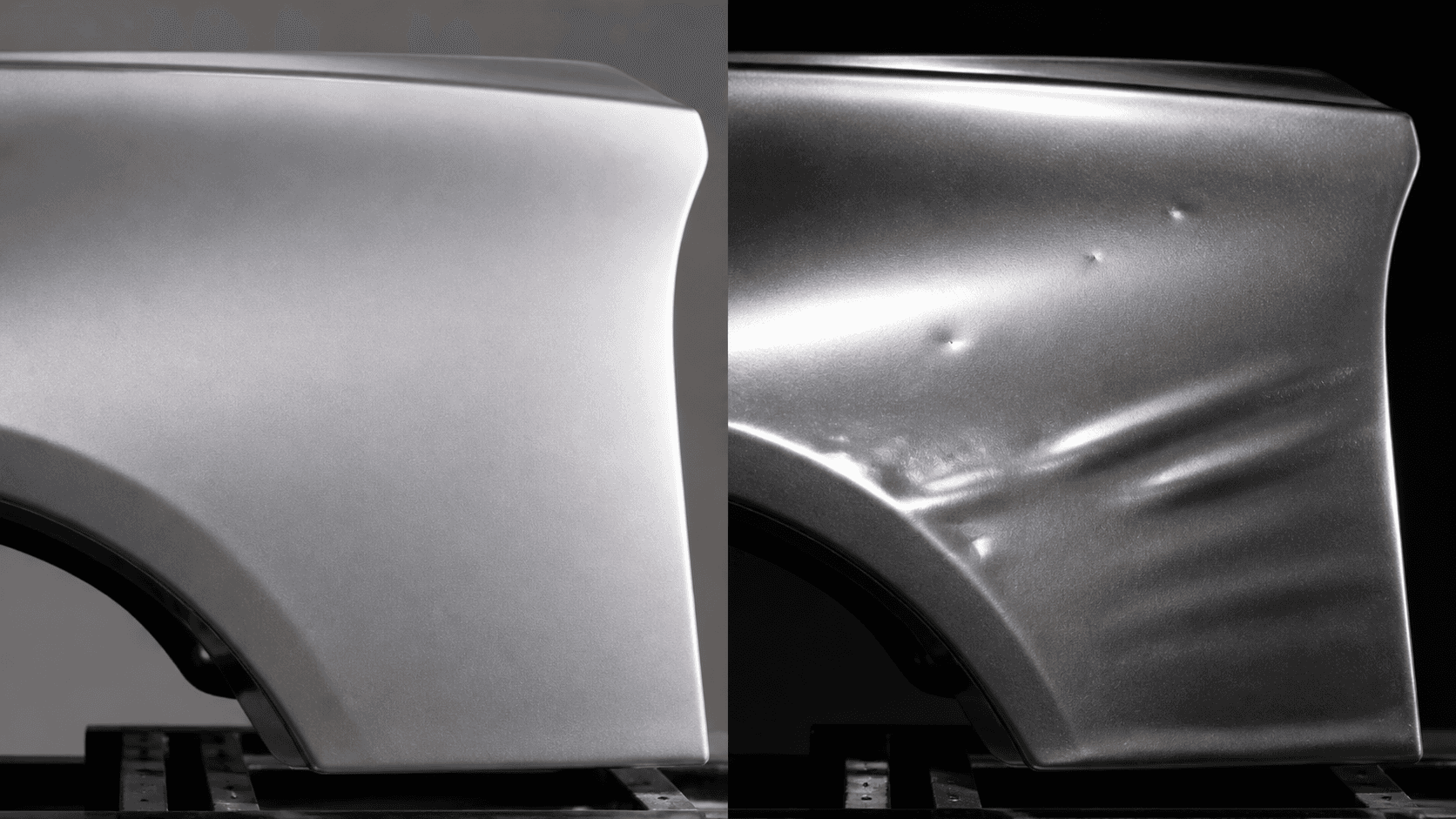
Los paneles de carrocería están diseñados para ser reflectivos. Eso es exactamente lo que los hace difíciles de inspeccionar. Una abolladura de 1mm en una superficie Clase A es invisible bajo iluminación plana pero obvia bajo luz rasante. La arquitectura de iluminación, no el modelo IA, es lo que determina si captura el defecto.
Tres estrategias de iluminación dominan la inspección de paneles estampados:
Estereoscopía fotométrica. Múltiples posiciones de iluminación, cámara única. Reconstruye un mapa de normales superficiales a partir de iluminación diferencial. Mejor para abolladuras, arrugas y ondulación superficial en superficies altamente reflectivas. El hardware de iluminación es moderadamente complejo pero la huella de la estación de inspección se mantiene compacta.
Triangulación con luz estructurada. Patrón proyectado, imagen de múltiples ángulos. Reconstruye geometría 3D completa. Mejor cuando se necesita tanto detección de defectos COMO medición dimensional en la misma estación. Más lenta y costosa que la estereoscopía fotométrica.
Iluminación polarizada. La iluminación con polarización cruzada cancela el deslumbramiento superficial y expone defectos del sustrato. Mejor para inspección de línea de pintura donde dominan los reflejos superficiales pero algo redundante para inspección de estampado en bruto.
Para un programa típico de paneles de carrocería, la estereoscopía fotométrica es el punto de partida correcto. La luz estructurada se agrega selectivamente para piezas donde la medición dimensional importa en la misma estación que la detección de defectos.
Dónde colocar la inspección en la línea de estampado
Tres puntos de inspección producen una economía significativa de tasa de detección por cámara:
Entre etapas de formado. Para operaciones de múltiples etapas (embutición profunda, reestampado, recorte, perforación), la inspección entre etapas captura fisuras y arrugas antes de que las operaciones secundarias las dejen atrapadas. Ahorra retrabajo aguas abajo.
Post-recorte, antes de la transferencia. El punto de despliegue más común. Entorno térmico estable, múltiples ángulos de iluminación posibles, visibilidad completa de la pieza alcanzable.
Verificación dimensional final tras el springback. El springback continúa por varios segundos tras la liberación de la matriz. La inspección dimensional al final de línea captura la geometría final de la pieza que las operaciones aguas abajo realmente reciben.
Datos de producción y economía
Los sistemas industriales de visión con IA en líneas de estampado apuntan a:
- Tiempo de ciclo: capacidad de 240 piezas por minuto (inferencia sub-100ms)
- Resolución: tamaño de píxel de 50 a 100 µm para detección de fisuras
- Tasa de falsos rechazos: 1 a 3 por ciento en líneas de producción afinadas
- Tasa de escape de defectos críticos: Por debajo de 50 PPM en fisuras y defectos estructurales
- Detección de defectos superficiales: visibilidad de anomalía de 0.2mm con 98.7 por ciento de precisión en sistemas afinados
Para una operación de estampado Tier-1 típica que produce 8 millones de piezas al año por línea a $40 por pieza, una reducción del 30 por ciento en la tasa de escape al taller de carrocería ahorra aproximadamente $80,000 a $200,000 al año por línea en retrabajo y desperdicio, dependiendo del programa de pieza.
Por qué los datos de entrenamiento son más fáciles de lo esperado
El Open Stamped Parts Dataset y datasets industriales similares proporcionan miles de imágenes estampadas pre-etiquetadas que arrancan el entrenamiento inicial. Los datos reales de producción se recopilan luego durante una ventana de incorporación de 1 a 2 semanas por clase de defecto. Para defectos raros (menos de 1 por cada 10,000 piezas), la generación sintética de defectos cierra la brecha.
La lámina metálica estampada es particularmente buena candidata para aumentación con datos sintéticos porque las clases de defecto son visualmente consistentes entre programas de pieza. Una fisura es una fisura, ya sea que aparezca en una puerta de Toyota Camry o en un guardabarros de Ford F-150. La física del defecto se traslada incluso cuando varía el contexto visual (color de pintura, textura de superficie, calibre del material).
Cómo empezar
Para más sobre la forma del despliegue de visión IA automotriz en general, vea cómo la visión IA reduce defectos automotrices y la página de la Industria Automotriz.
¿Inspeccionando paneles de carrocería estampados?
Envíenos imágenes de su clase de defecto más difícil del programa de pieza que le importa. Entrenaremos un modelo en 1 a 3 horas y compararemos la tasa de detección contra su proceso actual de inspección.
Solicitar un Piloto de Estampado