Phát Hiện Lỗi AI Cho Tấm Kim Loại Dập: Vết Nứt, Nếp Nhăn Và Lỗi Bề Mặt Trên Tấm Vỏ Xe

Dập là một trong những quy trình lâu đời nhất, nhanh nhất và ít khoan dung nhất trong sản xuất ô tô. Một chu kỳ máy ép đơn lẻ lấy phôi thép hoặc nhôm phẳng và tạo hình thành cửa, nắp ca-pô, chắn bùn hoặc chi tiết kết cấu trong vài giây. Quy trình này cũng dễ phát sinh lỗi theo những cách rất cụ thể. Vết nứt ở vùng biến dạng cao. Nếp nhăn ở vùng kéo sâu. Vết xước do mòn khuôn. Trôi kích thước đàn hồi ngược trong vòng đời dụng cụ.
Kiểm tra khó vì cùng lý do quy trình nhanh: chi tiết lớn, phản chiếu và phức tạp về kích thước. Kiểm tra thủ công cuối dây chuyền bắt được các lỗi rõ ràng nhưng thường xuyên bỏ sót các lỗi tinh tế thất bại tại xưởng thân xe hoặc tệ hơn, sau khi xe xuất xưởng. Thị giác AI giải quyết vấn đề nhất quán ở tốc độ dây chuyền (240 chi tiết mỗi phút điển hình) mà không làm chậm máy ép.
Bài viết này là một danh mục lỗi thực hành cho kiểm tra AI tấm kim loại dập, với các phương pháp phát hiện theo từng loại lỗi và hướng dẫn triển khai cho chương trình tấm vỏ xe.
Danh mục lỗi
Vết nứt và rách
Gây ra do vật liệu mỏng dần vượt quá giới hạn tạo hình, thường ở các góc kéo sâu, bán kính sắc hoặc chuyển tiếp hạt vật liệu. Vết nứt là lỗi dập nguy cơ an toàn cao nhất và dễ bị bỏ sót nhất ở tốc độ dây chuyền. Chiều rộng vết nứt nhìn thấy được thường dưới 0,5mm.
Phương pháp phát hiện: hình ảnh độ phân giải cao ở kích thước pixel 50 đến 100 µm kết hợp với CNN được huấn luyện trên hình học vết nứt. Nghiên cứu gần đây sử dụng kiến trúc ResNet18 đạt độ chính xác phân loại 99,9 phần trăm trên lỗi nứt trong các chi tiết dập. Triển khai sản xuất thường xuyên đạt được điều này trong suy luận thời gian thực.
Nếp nhăn
Bất ổn nén ở vùng kéo sâu, thường dọc theo chuyển tiếp giữ phôi hoặc tại cạnh mặt bích. Nếp nhăn thẩm mỹ trên bề mặt loại A không vượt qua kiểm tra của khách hàng. Nếp nhăn chức năng ở vùng đường tải trọng làm giảm hiệu suất va chạm.
Phương pháp phát hiện: photometric stereo để trích xuất bản đồ pháp tuyến bề mặt, với bộ phân loại được huấn luyện trên topology nếp nhăn. Xem bài viết của chúng tôi về thị giác AI photometric cho lỗi cạnh trong dập để biết kiến trúc chiếu sáng đầy đủ.
Vết xước và dấu khuôn
Gây ra do mòn khuôn, nhiễm bẩn trên bề mặt dụng cụ hoặc tổn thương xử lý vật liệu. Vết xước sâu hơn 0,1mm trên bề mặt loại A yêu cầu sửa chữa hoặc loại bỏ. Phương pháp phát hiện: chiếu sáng cấu trúc cộng với bộ phân loại AI được huấn luyện theo hướng vết xước (theo thớ so với cắt thớ tạo ra dấu hiệu trực quan khác nhau).
Vết lõm và gợn sóng bề mặt
Vết lõm hoặc dao động cục bộ từ dụng cụ máy ép, tiếp xúc hệ thống chuyển giao hoặc xử lý của người vận hành. Đặc biệt nhìn thấy được trên màu sơn tối và lớp hoàn thiện kim loại sau khi sơn. Phương pháp phát hiện: hình ảnh 3D hoặc photometric stereo, với bộ phân loại nhận biết độ sâu và dải dung sai theo vị trí cụ thể.
Đàn hồi ngược và trôi kích thước
Phục hồi đàn hồi vật liệu gây ra dịch chuyển kích thước sau khi chi tiết rời khỏi khuôn. Đàn hồi ngược là vốn có trong quy trình; trôi kích thước theo thời gian khi khuôn mòn là thử thách kiểm tra. Phương pháp phát hiện: thị giác AI 2D không đủ; ghép với ánh sáng cấu trúc hoặc tam giác đo laser để kiểm tra kích thước cấp đo lường. Hệ thống thị giác AI xử lý phát hiện lỗi trong khi hệ thống đo lường theo dõi trôi kích thước.
Lỗi cạnh: bavia, lỗi co thắt, cạnh gãy
Các thao tác cắt gọn và đột tạo ra bavia và gãy cạnh làm tổn hại lắp ráp hạ nguồn. Lỗi co thắt (mỏng cục bộ tại góc cạnh) đặc biệt khó phát hiện ở tốc độ dây chuyền. Phương pháp phát hiện: hình ảnh tiếp tuyến cạnh với mật độ pixel cao dọc theo chu vi chi tiết, bộ phân loại được huấn luyện trên phân loại lỗi cạnh cụ thể của dụng cụ của bạn.
Lỗi đặc tính lỗ và cắt gọn
Lỗ đột vị trí sai, kích thước không đủ hoặc có cạnh rách do chày mòn. Đặc tính cắt gọn không khớp đường viền. Phương pháp phát hiện: bộ phân loại định vị đặc tính cộng đo lường kích thước so với mô hình CAD.
Vì sao bề mặt phản chiếu là phần khó
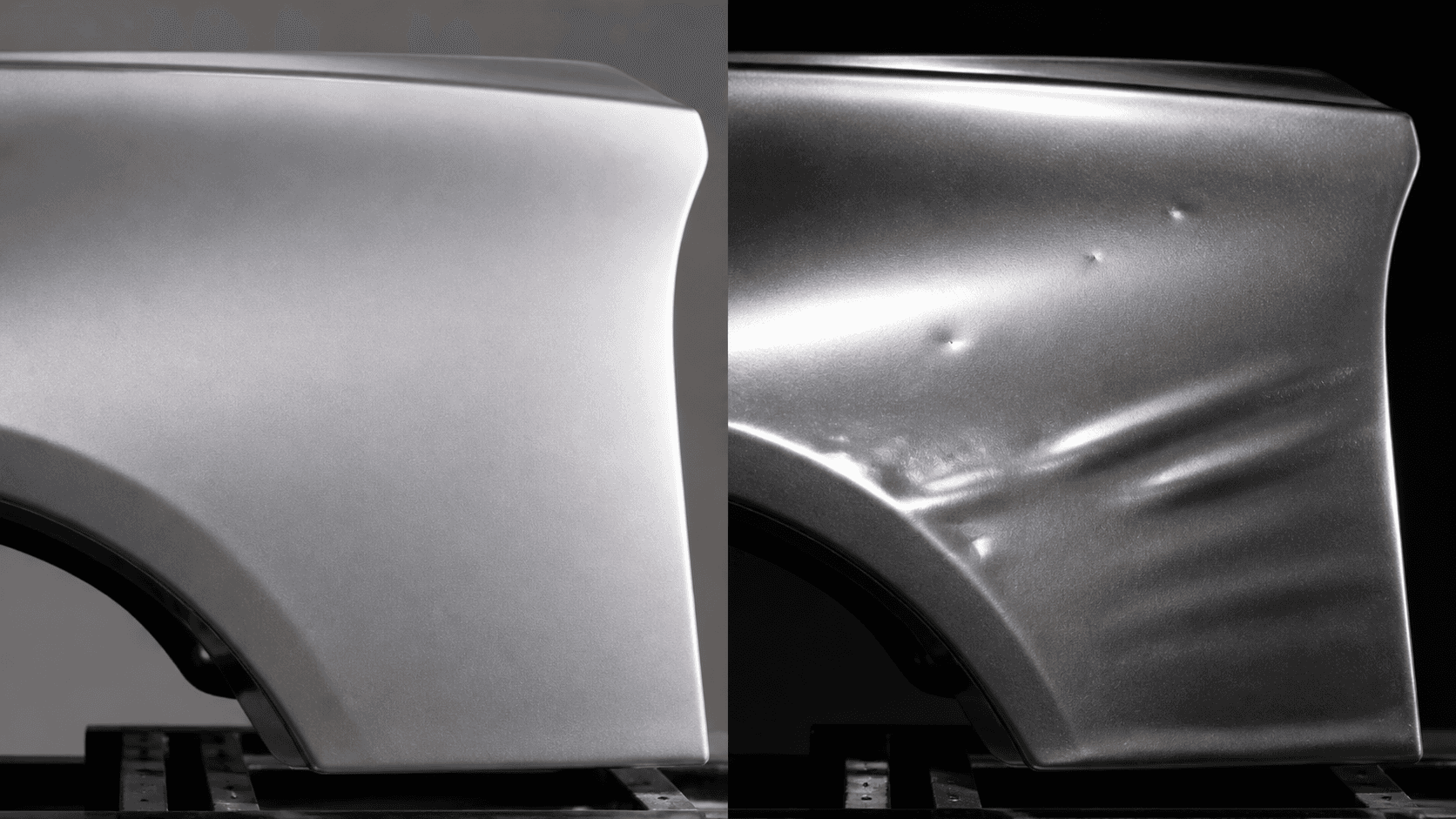
Tấm vỏ xe được thiết kế để phản chiếu. Đó chính xác là điều khiến chúng khó kiểm tra. Một vết lõm 1mm trên bề mặt loại A vô hình dưới ánh sáng phẳng nhưng rõ ràng dưới ánh sáng nghiêng. Kiến trúc chiếu sáng, không phải mô hình AI, là yếu tố quyết định liệu bạn có bắt được lỗi hay không.
Ba chiến lược chiếu sáng chiếm ưu thế trong kiểm tra tấm vỏ xe dập:
Photometric stereo. Nhiều vị trí chiếu sáng, một camera. Tái tạo bản đồ pháp tuyến bề mặt từ chiếu sáng vi sai. Tốt nhất cho vết lõm, nếp nhăn và gợn sóng bề mặt trên các bề mặt phản chiếu cao. Phần cứng chiếu sáng phức tạp vừa phải nhưng dấu chân trạm kiểm tra vẫn nhỏ gọn.
Tam giác đo ánh sáng cấu trúc. Mẫu chiếu, hình ảnh đa góc. Tái tạo hình học 3D đầy đủ. Tốt nhất khi bạn cần cả phát hiện lỗi VÀ đo lường kích thước tại cùng trạm. Chậm hơn và đắt hơn so với photometric stereo.
Chiếu sáng phân cực. Chiếu sáng phân cực chéo loại bỏ ánh chói bề mặt và phơi bày lỗi nền. Tốt nhất cho kiểm tra dây chuyền sơn nơi phản xạ bề mặt chiếm ưu thế nhưng có phần dư thừa cho kiểm tra dập thô.
Đối với chương trình tấm vỏ xe điển hình, photometric stereo là điểm khởi đầu phù hợp. Ánh sáng cấu trúc được thêm vào có chọn lọc cho các chi tiết mà đo lường kích thước quan trọng tại cùng trạm với phát hiện lỗi.
Đặt kiểm tra ở đâu trong dây chuyền dập
Ba điểm kiểm tra mang lại kinh tế tỷ lệ phát hiện trên mỗi camera có ý nghĩa:
Giữa các giai đoạn tạo hình. Đối với các thao tác đa giai đoạn (kéo sâu, ép lại, cắt gọn, đột), kiểm tra giữa các giai đoạn bắt vết nứt và nếp nhăn trước khi các thao tác phụ nhốt chúng lại. Tiết kiệm sửa chữa hạ nguồn.
Sau cắt gọn, trước khi chuyển giao. Điểm triển khai phổ biến nhất. Môi trường nhiệt ổn định, có thể đa góc chiếu sáng, có thể quan sát đầy đủ chi tiết.
Kiểm tra kích thước cuối sau đàn hồi ngược. Đàn hồi ngược tiếp tục trong vài giây sau khi nhả khuôn. Kiểm tra kích thước cuối dây chuyền nắm bắt hình học chi tiết cuối cùng mà các thao tác hạ nguồn thực sự nhận được.
Dữ liệu sản xuất và kinh tế
Hệ thống thị giác AI công nghiệp trên dây chuyền dập nhắm tới:
- Thời gian chu kỳ: Khả năng 240 chi tiết mỗi phút (suy luận dưới 100ms)
- Độ phân giải: Kích thước pixel 50 đến 100 µm cho phát hiện vết nứt
- Tỷ lệ loại bỏ sai: 1 đến 3 phần trăm trên dây chuyền sản xuất đã tinh chỉnh
- Tỷ lệ bỏ sót lỗi nghiêm trọng: Dưới 50 PPM trên vết nứt và lỗi cấu trúc
- Phát hiện lỗi bề mặt: Khả năng nhìn thấy bất thường 0,2mm với độ chính xác 98,7 phần trăm trên hệ thống đã tinh chỉnh
Đối với một hoạt động dập Tier-1 điển hình chạy 8 triệu chi tiết mỗi năm cho mỗi dây chuyền với giá 40 đô la mỗi chi tiết, giảm 30 phần trăm tỷ lệ bỏ sót đến xưởng thân xe tiết kiệm khoảng 80.000 đến 200.000 đô la mỗi năm cho mỗi dây chuyền trong sửa chữa và phế liệu, tùy thuộc vào chương trình chi tiết.
Vì sao dữ liệu huấn luyện dễ hơn dự kiến
Open Stamped Parts Dataset và các bộ dữ liệu ngành tương tự cung cấp hàng nghìn hình ảnh dập đã gán nhãn sẵn, giúp khởi động huấn luyện ban đầu. Dữ liệu sản xuất thực sau đó được thu thập trong cửa sổ giới thiệu 1 đến 2 tuần cho mỗi loại lỗi. Đối với lỗi hiếm (ít hơn 1 trên 10.000 chi tiết), tạo lỗi tổng hợp đóng kín khoảng cách.
Tấm kim loại dập đặc biệt phù hợp với bổ sung dữ liệu tổng hợp vì các loại lỗi nhất quán về mặt trực quan trên các chương trình chi tiết. Một vết nứt là một vết nứt, dù xuất hiện trên cửa Toyota Camry hay chắn bùn Ford F-150. Vật lý lỗi chuyển sang ngay cả khi ngữ cảnh trực quan (màu sơn, kết cấu bề mặt, độ dày vật liệu) thay đổi.
Bắt đầu
Để biết thêm về hình thức triển khai thị giác AI ô tô rộng hơn, xem cách thị giác AI giảm lỗi ô tô và trang Ngành Ô Tô.
Đang kiểm tra tấm vỏ xe dập?
Gửi cho chúng tôi hình ảnh loại lỗi khó nhất trên chương trình chi tiết bạn quan tâm. Chúng tôi sẽ huấn luyện mô hình trong 1 đến 3 giờ và so sánh chuẩn tỷ lệ phát hiện với quy trình kiểm tra hiện tại của bạn.
Yêu Cầu Thí Điểm Dập