冲压钣金AI缺陷检测:车身覆盖件的开裂、起皱与表面缺陷

冲压是汽车制造业中最古老、最快、最不容差错的工艺之一。一次压机循环把一块平整的钢或铝坯料在几秒内成形为车门、引擎盖、翼子板或结构件。该工艺也以非常具体的方式频繁产生缺陷。高应变区的开裂。深拉区域的起皱。模具磨损造成的划痕。模具寿命周期内回弹引起的尺寸漂移。
检测之所以困难,正是因为工艺很快:零件大、反光强、几何复杂。人工下线检测能抓到明显失效,但经常漏掉细微缺陷,最终在车身车间出问题,更糟的情况下问题随车出厂。AI视觉在不拖慢压机的前提下,于产线节拍(典型240件/分钟)下解决了一致性问题。
本文是面向冲压钣金AI检测的实用缺陷目录,按缺陷类别给出检测方案,并附车身覆盖件项目的部署指引。
缺陷目录
开裂与撕裂
当材料减薄超过成形极限时产生,通常出现在深拉转角、小圆角或材料晶向过渡处。开裂是冲压中安全等级最高的缺陷,也是产线节拍下最容易漏检的缺陷。可见裂纹宽度往往不到0.5mm。
检测方案:50到100 µm像素尺寸的高分辨成像,配合面向开裂几何训练的CNN。最新研究采用ResNet18架构,在冲压件开裂缺陷上达到99.9%的分类精度。生产部署在实时推理中也常常达到这一水平。
起皱
深拉区域的压缩失稳,通常沿压边过渡或法兰边出现。A级面上的外观起皱客户会判退。承力区的功能性起皱会损害碰撞性能。
检测方案:用光度立体提取表面法向图,配合针对起皱拓扑训练的分类器。完整照明架构请参见我们的冲压边缘缺陷的光度AI视觉。
划痕与模痕
由模具磨损、模具表面污染或物料搬运损伤造成。A级面上深度超过0.1mm的划痕需要返修或报废。检测方案:结构光照明加上按划痕方向(顺纹理与横纹理产生不同视觉特征)训练的AI分类器。
凹陷与表面波浪
来自压机工装、传输系统接触或操作搬运的局部凹陷或波浪起伏。在喷漆后的深色与金属漆面上尤为可见。检测方案:3D成像或光度立体,配合具备深度感知的分类器和按位置定的容差带。
回弹与尺寸漂移
材料弹性回复在零件离模后引起尺寸偏移。回弹是工艺固有的;模具磨损过程中尺寸随时间漂移才是检测难点。检测方案:纯2D AI视觉不足以胜任;需搭配结构光或激光三角测量进行测量级尺寸检测。AI视觉系统负责缺陷检测,计量系统跟踪尺寸漂移。
边缘缺陷:毛刺、颈缩、断裂边
修边与冲孔工序会产生毛刺与边缘断裂,影响下游装配。颈缩(边角处的局部减薄)在产线节拍下尤其难发现。检测方案:沿零件周边采用切线方向、高像素密度的成像,并使用按工装实际边缘缺陷分类法训练的分类器。
孔与修边特征缺陷
冲孔位置偏、孔径小,或冲头磨损导致孔边撕裂。修边特征轮廓不到位。检测方案:特征定位分类器加上对照CAD模型的尺寸测量。
反光表面为何是难点
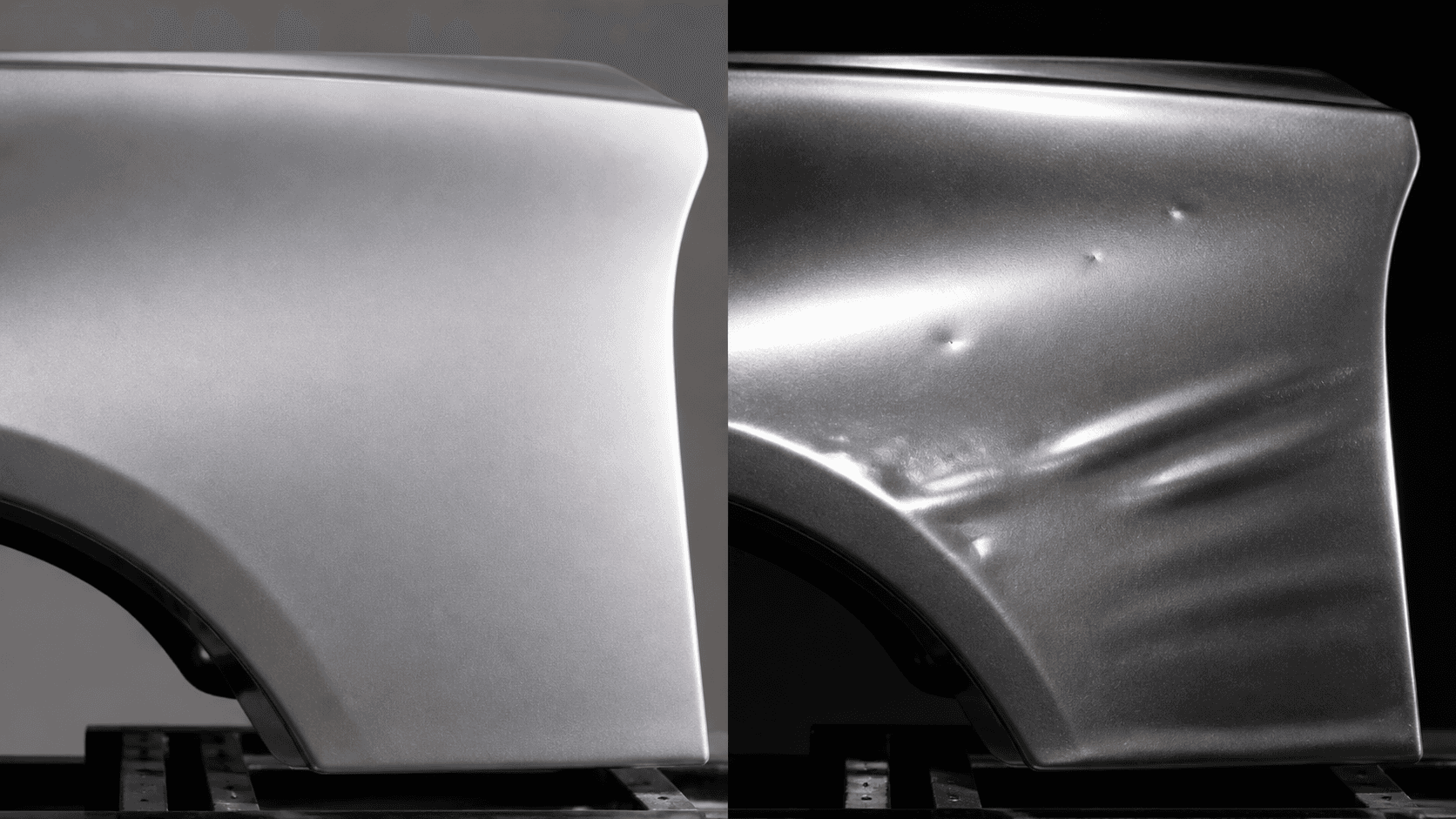
车身覆盖件本就被设计为反光面。这正是检测之所以困难的原因。A级面上1mm的凹陷在平直照明下不可见,但在掠射光下一目了然。决定能否抓到缺陷的是照明架构,而非AI模型。
冲压件检测中主导的三种照明策略:
光度立体。多光位、单相机。通过差分照明重建表面法向图。最适合强反光面上的凹陷、起皱与表面波浪。照明硬件复杂度中等,但检测站占地紧凑。
结构光三角测量。投射图案、多角度成像。重建完整3D几何。最适合在同一工位同时需要缺陷检测与尺寸测量的场景。比光度立体更慢、更贵。
偏振照明。交叉偏振照明可消除表面眩光、暴露基底缺陷。最适合表面反射占主导的喷漆线检测,对原始冲压检测则有些冗余。
对典型车身覆盖件项目而言,光度立体是合适的起点。当某些零件需要在同一工位同时进行尺寸测量和缺陷检测时,再有选择地加入结构光。
冲压产线上检测该放在哪里
三个检测点能带来更划算的"每相机检出率"经济效益:
成形工序之间。对于多工序操作(深拉、整形、修边、冲孔),在工序之间检测可在二次工序固化缺陷之前抓到开裂与起皱,节省下游返修。
修边后、转运前。最常见的部署点。热环境稳定,可设多个照明角度,便于实现完整零件可见性。
回弹稳定后的最终尺寸检查。开模后回弹会持续数秒。下线尺寸检测捕获的是下游工序实际收到的最终零件几何。
生产数据与经济账
冲压产线上工业AI视觉系统的目标指标:
- 节拍能力:240件/分钟(推理时长低于100ms)
- 分辨率:开裂检测要求50到100 µm像素尺寸
- 误判率:调优产线上1%到3%
- 关键缺陷漏检率:开裂与结构性缺陷低于50 PPM
- 表面缺陷检测:调优系统在0.2mm异常上达到98.7%精度
对于一条年产800万件、单件$40的典型一级供应商冲压产线,将流向车身车间的漏检率下降30%,按零件项目不同,每年每条产线可节省返修与报废成本约$80,000到$200,000。
训练数据为何比想象中容易
Open Stamped Parts Dataset及类似行业数据集提供了数千张已标注的冲压图像,可用于初始训练的引导。真实生产数据则在每个缺陷类别1到2周的导入窗口内采集。对于稀有缺陷(低于1/10,000),合成缺陷生成可补齐空缺。
冲压钣金特别适合合成数据增强,因为缺陷类别在不同零件项目间视觉一致。开裂就是开裂,不论它出现在丰田凯美瑞的车门还是福特F-150的翼子板上。即使视觉上下文(油漆颜色、表面纹理、料厚)变化,缺陷物理也会延续。
如何起步
更多关于汽车AI视觉部署节奏的内容,参见AI视觉如何降低汽车缺陷与汽车行业页。