Inspección de Defectos en Celdas Pouch de Batería de Litio: Un Catálogo de Defectos

Las celdas pouch son las más difíciles de inspeccionar entre los tres formatos de batería de litio. Donde las celdas prismáticas y cilíndricas presentan una sola superficie de inspección dominante, las celdas pouch exponen seis. Donde las latas prismáticas absorben la luz de manera predecible, la lámina laminada de aluminio en una celda pouch es altamente reflectiva y cambia de apariencia con cada grado de ángulo de visión. Donde las celdas cilíndricas tienen geometrías de soldadura bien delimitadas, los tabs de las celdas pouch están plegados, engarzados y soldados ultrasónicamente de formas que crean docenas de formas aceptables sutilmente distintas.
Aun así, las celdas pouch son el formato preferido por muchos fabricantes de vehículos eléctricos por su eficiencia de empaque y características de gestión térmica. Por lo tanto, la inspección debe funcionar, a escala de gigafábrica, con tiempos de ciclo por debajo de 3 segundos por celda y cero escapes en defectos críticos para la seguridad.
Esta entrada es un catálogo de defectos práctico: cada clase de defecto significativa de celda pouch, qué la causa, cómo se ve y cómo la visión con IA la detecta.
La geometría de inspección de la celda pouch
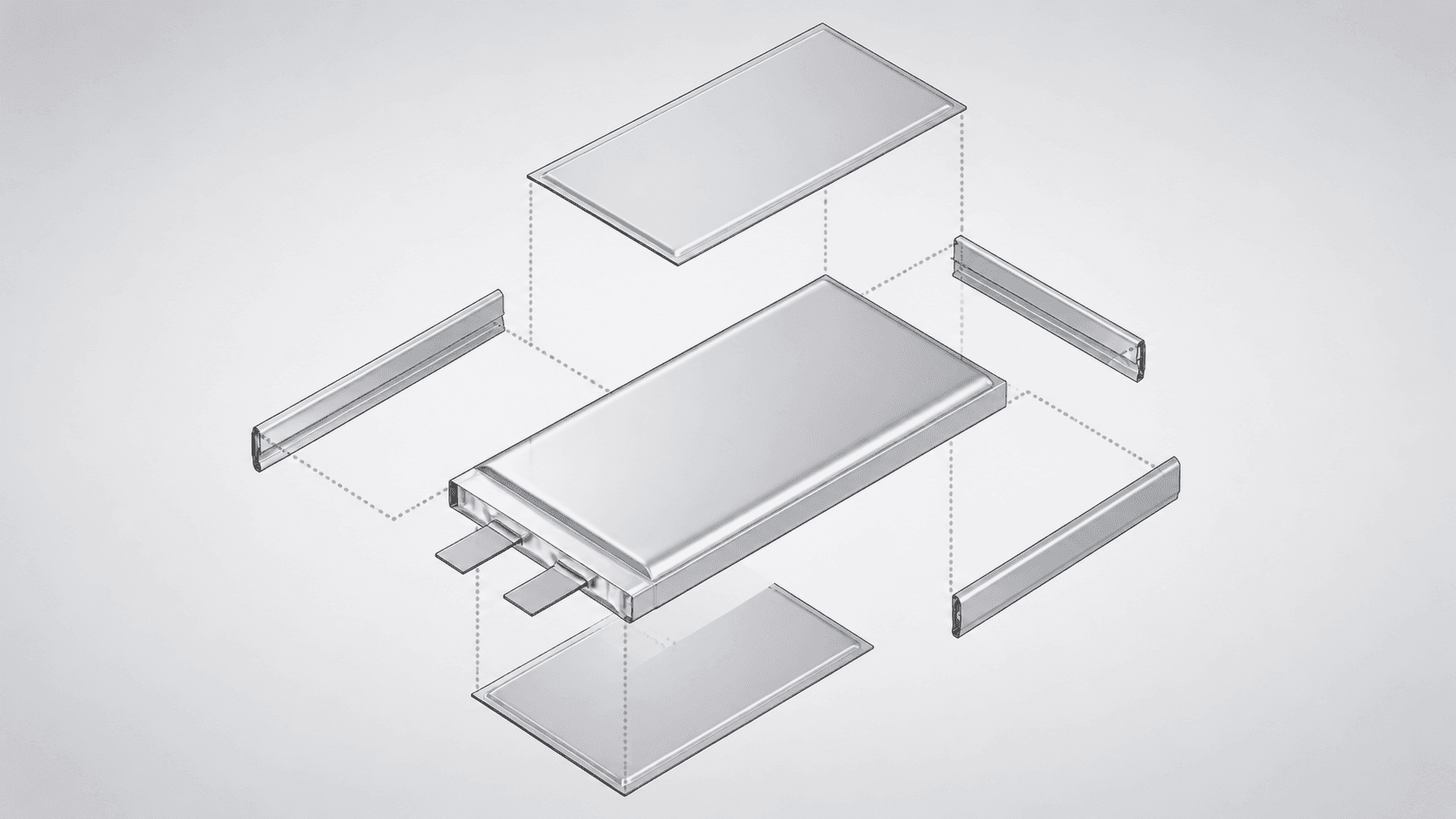
Una estación completa de inspección de celdas pouch cubre seis superficies: cara superior, cara inferior, dos bordes largos y dos bordes cortos (que contienen los tabs positivo y negativo). La mayoría de las líneas combinan de 4 a 8 cámaras con múltiples geometrías de iluminación por cámara. La arquitectura correcta depende del formato de celda, la velocidad de línea y de en qué punto de la secuencia de producción ocurre la inspección (post-apilado, post-soldadura de tabs, post-sellado del pouch o final de línea).
La parte más difícil no es detectar un defecto particular. Es hacerlo de manera consistente a través del amplio rango de reflectancia de la lámina sin generar falsos rechazos por variación legítima de superficie.
Defectos de superficie en la lámina
Rayones y arañazos
Causados por daño durante el manejo en el apilado, transferencia o colocación robótica. Los rayones que penetran el laminado polímero-aluminio de la lámina son catastróficos; los rayones superficiales en el recubrimiento polímero son cosméticos. Distinguir entre los dos requiere sensibilidad de profundidad submilimétrica. Enfoque de detección: luz estructurada o estereoscopía fotométrica combinada con una CNN entrenada en severidad por clase.
Abolladuras y deformaciones
Causadas por desalineación del apilado o contacto mecánico durante la formación de la celda. Abolladuras lo suficientemente poco profundas para ser invisibles a un operario pueden comprometer la barrera lámina-electrolito. Enfoque de detección: imagen sensible a la profundidad más sustracción de línea base contra una silueta de celda conocida como buena.
Protrusiones y abultamientos de lámina
La presión interna o la desalineación del apilado pueden producir abultamientos visibles en la lámina. Estos son indicadores catastróficos (evolución de gas del electrolito, falla del separador) y deben ser detectados con cero escapes. Enfoque de detección: medición de perfil 3D en múltiples puntos de la celda, con umbrales conservadores.
Microagujeros y microperforaciones
Pequeñas punciones por manejo o defectos de fabricación del laminado. Los microagujeros son la causa más común de fallas por fuga lenta que emergen semanas después de la producción de la celda. Enfoque de detección: imagen de alta resolución a tamaño de píxel de 8 a 12 µm combinada con inspección de penetrante de tinte o retroiluminación donde la arquitectura de la línea lo permita.
Defectos de tabs y soldaduras
Deformación y desalineación de tabs
Los tabs de las celdas pouch (positivo y negativo) son típicamente láminas de aluminio y cobre soldadas ultrasónicamente a los colectores internos de corriente. La flexión, torsión o desalineación de los tabs fuera de especificación crea problemas de ensamble aguas abajo y puede comprometer la integridad del contacto. Enfoque de detección: clasificadores IA sensibles a bordes entrenados en pose geométrica más medición dimensional.
Defectos de núcleo de soldadura
Los núcleos de soldadura ultrasónica deben mostrar estructura de grano consistente y sin porosidad. La inspección de superficie detecta los modos de falla visibles: núcleos de tamaño insuficiente, soldaduras faltantes, fusión incompleta, contaminación superficial. La porosidad de sección transversal requiere otras modalidades de inspección.
Rebabas en tabs
Las rebabas metálicas afiladas en los bordes de los tabs pueden perforar el separador bajo presión de la celda, causando cortocircuitos internos y fuga térmica. Enfoque de detección: imagen tangente al borde a tamaño de píxel de 5 a 10 µm, clasificador entrenado específicamente en geometría de rebaba.
Defectos de sello
El sello del pouch es la barrera primaria de la celda contra fugas de electrolito y entrada de humedad. Los defectos de sello son la segunda causa más común de fallas en campo.
Sellos incompletos
Las regiones de sello térmico que no alcanzaron la temperatura de adhesión completa muestran diferencias visuales de color o textura respecto a un sello completo. Enfoque de detección: clasificador IA entrenado en características de color y textura de la región de sello.
Arrugas y pliegues en el sello
Las arrugas de lámina en la región del sello crean vías de fuga incluso cuando el sello está por lo demás completo. Enfoque de detección: imagen de profundidad y textura combinada con un clasificador específico para arrugas.
Contaminación del sello e intrusión de electrolito
La presencia de partículas o electrolito en la zona del sello indica un evento de contaminación aguas arriba y una falla en campo casi segura. Enfoque de detección: clasificador entrenado en material extraño en la zona del sello con prioridad alta de recall.
Objetivos de desempeño a escala de gigafábrica
Los objetivos de referencia con los que vemos operar a los clientes:
- Tiempo de ciclo: 2 a 3 segundos por celda en una sola estación de inspección, más rápido con estaciones paralelas
- Tasa de falsos rechazos: ≤5 por ciento en todas las clases de defecto
- Tasa de escape de defectos críticos: 0 por ciento en protrusiones de lámina, contaminación de sello, rebabas de tabs
- Cobertura de inspección: 100 por ciento de las celdas, las seis superficies
- Resolución de píxel: 8 a 12 µm/píxel para defectos de superficie, 5 a 10 µm/píxel para rebabas de tabs
Por qué la tasa de falsos rechazos importa más que la tasa de escape
Cada programa de celdas pouch en gigafábrica optimiza el mismo equilibrio: capturar todo defecto crítico para la seguridad (escapes cerca de 0 por ciento) sin rechazar celdas sanas (falsos rechazos por debajo del 5 por ciento). La economía es asimétrica. Un escape de seguridad puede disparar un retiro de vehículos eléctricos que cueste decenas de millones de dólares. Una tasa de falsos rechazos del 5 por ciento en una línea de 1 millón de celdas por día descarta 50,000 celdas sanas diariamente, lo que a $80 por celda son $4 millones diarios en desperdicio.
Las plataformas que ganan en la inspección de celdas pouch son las que mantienen ambos objetivos simultáneamente. Esto normalmente requiere una combinación de: imagen de alta resolución optimizada por clase de defecto, umbrales de decisión específicos por clase de defecto, aprendizaje continuo para absorber el drift de producción (vea Haystack) y generación de datos sintéticos para clases críticas raras (vea OV Auto-Defect Creator Studio).
Dónde colocar las cámaras
Tres puntos de inspección normalmente producen la mejor economía de tasa de detección por cámara:
- Inspección post-apilado para defectos de superficie de lámina antes de que el sellado los deje atrapados.
- Inspección post-soldadura de tabs para geometría de tabs, rebabas y calidad superficial de soldadura.
- Inspección post-sellado al final de línea para integridad del sello, intrusión de electrolito y verificaciones dimensionales finales.
Saltarse la estación post-apilado es la falsa economía más común. Los defectos de superficie sellados dentro del pouch no son recuperables, y la inspección de fin de línea no puede detectar de forma confiable el daño interior de la lámina.
Cómo empezar
Para más sobre inspección con IA a escala de gigafábrica, vea nuestra visión general de la inspección de celdas en gigafábricas y los desafíos específicos de escalar la producción de celdas.
¿Inspeccionando celdas pouch a escala de gigafábrica?
Envíenos su clase de defecto más difícil. Entrenaremos y desplegaremos un modelo en sus imágenes reales de celda en 1 a 3 horas y compararemos la tasa de detección contra su proceso actual de inspección.
Solicitar un Piloto de Celdas Pouch