锂电池软包电芯缺陷检测:缺陷目录

在三种锂电池形态中,软包电芯的检测难度最高。方形与圆柱电芯只呈现一个主导检测面,而软包电芯则有六个。方形外壳对光的吸收可预测,而软包电芯的铝塑复合膜高度反光,每变化一度的视角,外观就会随之改变。圆柱电芯的焊接几何边界明确,而软包电芯的极耳经过折叠、压接、超声焊接,产生几十种细微不同但都属于合格的形状。
然而软包仍是众多电动车厂商首选的形态,因其封装效率与热管理特性出色。因此检测必须能在超级工厂规模下、每只电芯3秒以内的节拍下、对安全关键缺陷做到零漏检。
本文是一份实用的缺陷目录:每一种有意义的软包电芯缺陷类别、其成因、其外观,以及AI视觉如何检测。
软包电芯检测的几何关系
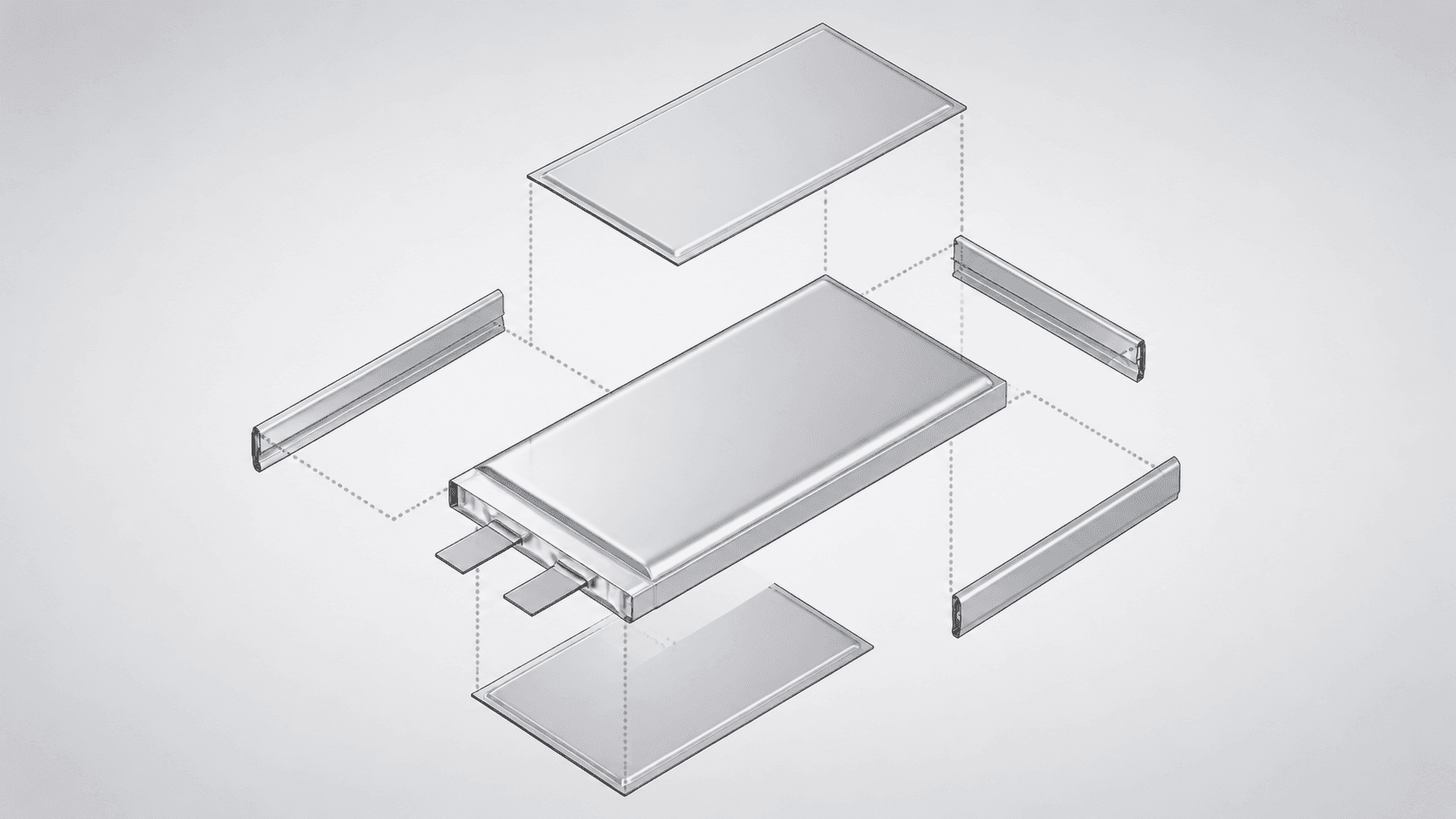
一个完整的软包电芯检测站需覆盖六个表面:上表面、下表面、两条长边、两条短边(含正负极极耳)。多数产线采用4到8台相机,每台相机配多种光照几何。具体架构取决于电芯规格、产线节拍以及检测在工序链中的位置(叠片后、极耳焊接后、封装后或末端检测)。
最难的不是检测某一类缺陷,而是要在铝塑膜反光范围如此宽的情况下持续稳定地检测,且不会把合理的表面差异判为不良。
铝塑膜的表面缺陷
划痕与凿痕
由叠片、转移或机械手放置过程中的搬运损伤造成。穿透铝塑复合膜的划痕属于灾难性缺陷;只在聚合物外涂层上的表面划痕属于外观缺陷。区分两者需要亚毫米级深度灵敏度。检测方案:结构光或光度立体法配合按类别严重度训练的CNN。
凹痕与变形
由叠片错位或电芯成形过程中的机械接触导致。即便浅到肉眼难辨的凹痕也可能损害铝塑膜对电解液的阻隔能力。检测方案:深度感知成像加上与已知良品轮廓的基线比对。
铝塑膜凸起与鼓包
内部压力或叠片错位会在铝塑膜表面产生可见的鼓包。这些是灾难性指标(电解液产气、隔膜失效),必须做到零漏检。检测方案:在电芯多个点位进行3D轮廓测量,采用保守阈值。
针孔与微穿孔
由搬运或层压制造缺陷造成的细小穿孔。针孔是电芯生产数周后才显现的慢漏失效的最常见原因。检测方案:在8到12 µm像素尺寸下进行高分辨率成像,并在产线架构允许的情况下结合染色渗透或背光检测。
极耳与焊接缺陷
极耳变形与错位
软包电芯极耳(正负极)通常是铝箔与铜箔通过超声焊接固定到内部集流体上。极耳弯折、扭曲或超出公差错位会在下游引发装配问题,并可能损害接触完整性。检测方案:基于几何位姿训练的边缘感知AI分类器,配合尺寸测量。
焊点缺陷
超声焊点必须呈现一致的晶粒结构且无气孔。表面检测可发现可见的失效模式:焊点过小、漏焊、未完全熔合、表面污染。截面气孔则需要其他检测方式。
极耳毛刺
极耳边缘的金属毛刺在电芯压力下可能刺穿隔膜,引发内部短路与热失控。检测方案:在5到10 µm像素尺寸下进行边缘切线成像,专门针对毛刺几何训练分类器。
封装缺陷
软包封装是电芯抵御电解液泄漏与水汽侵入的主要屏障。封装缺陷是现场失效的第二大常见原因。
封装不完全
未达到完全粘合温度的热封区域,在颜色或纹理上与完整封装存在视觉差异。检测方案:基于封装区域颜色与纹理特征训练的AI分类器。
封装褶皱与折叠
即使封装本身完整,封装区域内的铝塑膜褶皱也会形成漏液通道。检测方案:深度与纹理成像结合专门针对褶皱训练的分类器。
封装污染与电解液侵入
封装区出现颗粒物或电解液,意味着上游存在污染事件,且几乎必然在现场失效。检测方案:以高召回率优先训练的封装区异物分类器。
超级工厂规模下的性能目标
我们看到客户在生产中坚持的基准目标:
- 节拍:单检测站每只电芯2到3秒,并行多站可更快
- 误报率:覆盖所有缺陷类别 ≤5%
- 关键缺陷漏检率:铝塑膜凸起、封装污染、极耳毛刺为0%
- 检测覆盖:100%电芯,全部六个表面
- 像素分辨率:表面缺陷8到12 µm/像素,极耳毛刺5到10 µm/像素
为什么误报率比漏检率更值得关注
每个超级工厂软包项目都在优化同一种权衡:在不误报良品的前提下捕获每一个安全关键缺陷(漏检率接近0%,误报率低于5%)。经济账是非对称的。一次安全漏检可能引发数千万美元的电动车召回。而日产100万只电芯的产线上5%的误报率,每天会丢弃50,000只良品电芯,按每只$80计算,每天即为$400万的报废损失。
在软包电芯检测中胜出的平台,是能够同时守住这两条目标线的平台。这通常需要组合:按缺陷类别优化的高分辨率成像、按缺陷类别独立的判定阈值、用以吸收生产漂移的持续学习(参见Haystack),以及针对罕见关键类别的合成数据生成(参见OV Auto-Defect Creator Studio)。
相机部署位置
通常以下三个检测点能带来最佳的"每相机检测率"经济效益:
- 叠片后检测:在封装将其锁死之前发现铝塑膜表面缺陷。
- 极耳焊接后检测:关注极耳几何、毛刺与焊接表面质量。
- 封装后末端检测:关注封装完整性、电解液侵入与最终尺寸。
省略叠片后检测站是最常见的虚假节省。封装内部的表面缺陷无法挽回,末端检测也无法可靠检出软包内部的铝塑膜损伤。
如何起步
如需了解超级工厂规模AI检测的更多内容,请参阅超级工厂电池电芯AI检测概览,以及电池超级工厂规模化生产的具体挑战。