Kiểm Tra Lỗi Cell Pin Lithium Dạng Túi: Danh Mục Lỗi

Cell túi là loại khó kiểm tra nhất trong ba định dạng pin lithium. Khi cell lăng trụ và hình trụ chỉ trình bày một bề mặt kiểm tra chiếm ưu thế, cell túi phơi bày sáu mặt. Khi vỏ lăng trụ hấp thụ ánh sáng có thể dự đoán được, lá nhôm laminat trên cell túi phản chiếu mạnh và thay đổi diện mạo theo từng độ của góc nhìn. Khi cell hình trụ có hình học mối hàn được giới hạn rõ ràng, các tab cell túi được gập, ép và hàn siêu âm theo những cách tạo ra hàng chục hình dạng chấp nhận được khác biệt một cách tinh tế.
Tuy nhiên, cell túi là định dạng được nhiều nhà sản xuất EV lựa chọn vì hiệu quả đóng gói và đặc tính quản lý nhiệt. Vì vậy, kiểm tra phải hoạt động được, ở quy mô gigafactory, với thời gian chu kỳ dưới 3 giây mỗi cell và không bỏ sót lỗi nguy cơ an toàn nào.
Bài viết này là một danh mục lỗi thực hành: mọi loại lỗi cell túi có ý nghĩa, nguyên nhân, biểu hiện và cách thị giác AI phát hiện chúng.
Hình học kiểm tra cell túi
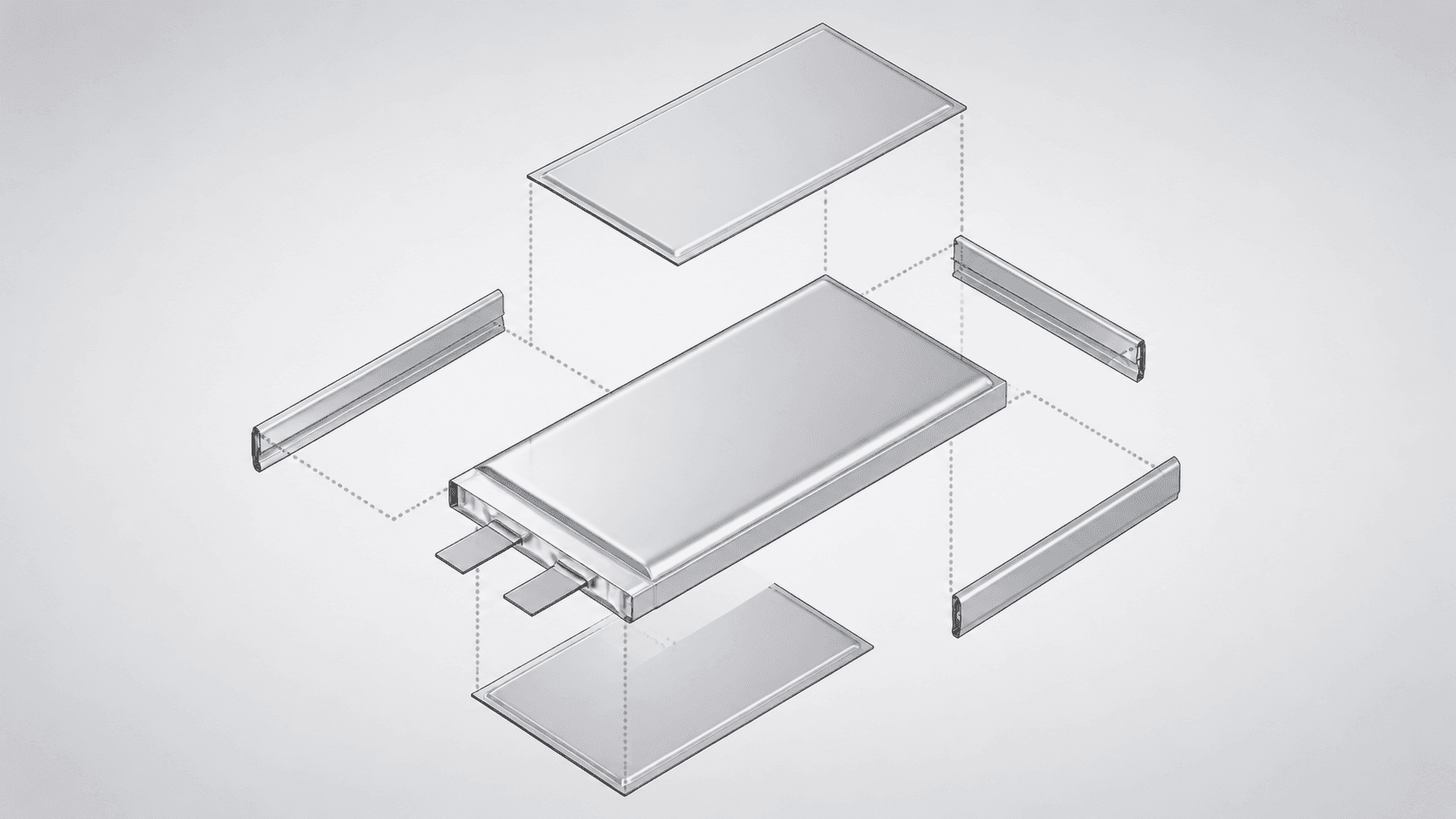
Một trạm kiểm tra cell túi đầy đủ phủ sáu mặt: mặt trên, mặt dưới, hai cạnh dài và hai cạnh ngắn (chứa các tab cực dương và cực âm). Hầu hết các dây chuyền kết hợp 4 đến 8 camera với nhiều cấu hình chiếu sáng cho mỗi camera. Kiến trúc phù hợp tùy thuộc vào định dạng cell, tốc độ dây chuyền và vị trí kiểm tra trong trình tự sản xuất (sau xếp lớp, sau hàn tab, sau hàn kín túi, hay cuối dây chuyền).
Phần khó nhất không phải là phát hiện một lỗi đơn lẻ. Mà là làm điều đó một cách nhất quán trên dải phản chiếu rộng của lá kim loại mà không loại bỏ sai trên biến thể bề mặt hợp pháp.
Lỗi bề mặt trên lá kim loại
Vết xước và vết khía
Gây ra bởi tổn thương khi xử lý trong quá trình xếp lớp, chuyển giao hoặc đặt bằng robot. Vết xước xuyên qua lớp laminat polymer-nhôm là thảm họa; vết xước bề mặt trong lớp phủ polymer chỉ là về thẩm mỹ. Việc phân biệt hai loại đòi hỏi độ nhạy độ sâu dưới milimet. Phương pháp phát hiện: ánh sáng cấu trúc hoặc photometric stereo kết hợp với CNN được huấn luyện theo mức độ nghiêm trọng của từng loại.
Vết lõm và biến dạng
Gây ra bởi lệch xếp lớp hoặc va chạm cơ học trong quá trình tạo hình cell. Vết lõm đủ nông để công nhân không thấy được có thể làm hỏng lớp ngăn lá kim loại với chất điện ly. Phương pháp phát hiện: hình ảnh nhận biết độ sâu kết hợp với phép trừ cơ sở so với hình bóng cell tốt đã biết.
Nhô và phồng lá kim loại
Áp suất bên trong hoặc lệch xếp lớp có thể tạo ra phồng nhìn thấy được trên lá. Đây là chỉ báo thảm họa (sinh khí từ chất điện ly, hỏng màng ngăn) và phải được phát hiện không bỏ sót. Phương pháp phát hiện: đo biên dạng 3D tại nhiều điểm trên cell, với ngưỡng bảo thủ.
Lỗ kim và vi thủng
Các vết thủng nhỏ do xử lý hoặc lỗi sản xuất laminat. Lỗ kim là nguyên nhân phổ biến nhất gây ra lỗi rò rỉ chậm xuất hiện sau nhiều tuần kể từ khi sản xuất cell. Phương pháp phát hiện: hình ảnh độ phân giải cao ở kích thước pixel 8 đến 12 µm kết hợp với kiểm tra thuốc thấm hoặc đèn nền nơi kiến trúc dây chuyền cho phép.
Lỗi tab và mối hàn
Biến dạng và lệch tab
Tab cell túi (cực dương và cực âm) thường là lá nhôm và đồng được hàn siêu âm vào các bộ thu dòng bên trong. Tab cong, xoắn hoặc lệch ngoài thông số tạo ra vấn đề lắp ráp ở giai đoạn sau và có thể làm hỏng tính toàn vẹn của tiếp xúc. Phương pháp phát hiện: bộ phân loại AI nhận biết cạnh được huấn luyện trên tư thế hình học cộng với đo lường kích thước.
Lỗi cục hàn
Cục hàn siêu âm phải có cấu trúc hạt nhất quán và không có rỗ khí. Kiểm tra bề mặt phát hiện các chế độ lỗi nhìn thấy được: cục hàn quá nhỏ, thiếu mối hàn, hợp nhất không hoàn chỉnh, nhiễm bẩn bề mặt. Rỗ khí mặt cắt yêu cầu các phương thức kiểm tra khác.
Bavia tab
Bavia kim loại sắc nhọn trên cạnh tab có thể đâm thủng màng ngăn dưới áp suất cell, gây đoản mạch bên trong và thoát nhiệt. Phương pháp phát hiện: hình ảnh tiếp tuyến cạnh ở kích thước pixel 5 đến 10 µm, bộ phân loại được huấn luyện đặc biệt trên hình học bavia.
Lỗi mép hàn
Mép hàn túi là rào cản chính của cell chống rò rỉ chất điện ly và xâm nhập độ ẩm. Lỗi mép hàn là nguyên nhân phổ biến thứ hai gây ra lỗi tại hiện trường.
Mép hàn không hoàn chỉnh
Vùng hàn nhiệt không đạt nhiệt độ liên kết đầy đủ thể hiện thành chênh lệch màu hoặc kết cấu so với mép hàn hoàn chỉnh. Phương pháp phát hiện: bộ phân loại AI được huấn luyện trên đặc trưng màu và kết cấu vùng mép hàn.
Nếp nhăn và gấp mép hàn
Nếp nhăn lá kim loại trong vùng mép hàn tạo ra đường rò rỉ ngay cả khi mép hàn ngoài ra hoàn chỉnh. Phương pháp phát hiện: hình ảnh độ sâu và kết cấu kết hợp với bộ phân loại chuyên biệt cho nếp nhăn.
Nhiễm bẩn mép hàn và xâm nhập chất điện ly
Sự hiện diện của hạt hoặc chất điện ly trong vùng mép hàn cho thấy sự kiện nhiễm bẩn ở thượng nguồn và gần như chắc chắn lỗi tại hiện trường. Phương pháp phát hiện: bộ phân loại được huấn luyện trên vật liệu lạ trong vùng mép hàn với ưu tiên độ nhạy cao.
Mục tiêu hiệu suất ở quy mô gigafactory
Các mục tiêu chuẩn mà chúng tôi thấy khách hàng vận hành theo:
- Thời gian chu kỳ: 2 đến 3 giây mỗi cell tại trạm kiểm tra đơn, nhanh hơn với các trạm song song
- Tỷ lệ loại bỏ sai: ≤5 phần trăm trên tất cả các loại lỗi
- Tỷ lệ bỏ sót lỗi nghiêm trọng: 0 phần trăm trên nhô lá, nhiễm bẩn mép hàn, bavia tab
- Phạm vi kiểm tra: 100 phần trăm cell, tất cả sáu mặt
- Độ phân giải pixel: 8 đến 12 µm/pixel cho lỗi bề mặt, 5 đến 10 µm/pixel cho bavia tab
Vì sao tỷ lệ loại bỏ sai quan trọng hơn tỷ lệ bỏ sót
Mọi chương trình cell túi tại gigafactory đều tối ưu cùng một sự đánh đổi: bắt mọi lỗi nguy cơ an toàn (bỏ sót gần 0 phần trăm) mà không loại bỏ cell khỏe mạnh (loại bỏ sai dưới 5 phần trăm). Kinh tế là không cân xứng. Một sự bỏ sót an toàn có thể kích hoạt thu hồi xe điện tốn hàng chục triệu đô la. Tỷ lệ loại bỏ sai 5 phần trăm trên dây chuyền 1 triệu cell mỗi ngày loại bỏ 50.000 cell khỏe mạnh hằng ngày, với 80 đô la mỗi cell, tương đương 4 triệu đô la mỗi ngày phế phẩm.
Các nền tảng thắng trong kiểm tra cell túi là những nền tảng giữ cả hai mục tiêu cùng lúc. Điều này thường yêu cầu kết hợp: hình ảnh độ phân giải cao tối ưu theo từng loại lỗi, ngưỡng quyết định riêng cho từng loại lỗi, học liên tục để hấp thụ trôi sản xuất (xem Haystack), và tạo dữ liệu tổng hợp cho các loại nghiêm trọng hiếm (xem OV Auto-Defect Creator Studio).
Đặt camera ở đâu
Ba điểm kiểm tra thường mang lại kinh tế tỷ lệ phát hiện trên mỗi camera tốt nhất:
- Kiểm tra sau xếp lớp cho lỗi bề mặt lá kim loại trước khi hàn kín nhốt chúng lại.
- Kiểm tra sau hàn tab cho hình học tab, bavia và chất lượng bề mặt mối hàn.
- Kiểm tra cuối dây chuyền sau hàn kín cho tính toàn vẹn của mép hàn, xâm nhập chất điện ly và kiểm tra kích thước cuối cùng.
Bỏ qua trạm sau xếp lớp là sự tiết kiệm sai lầm phổ biến nhất. Lỗi bề mặt bị hàn kín bên trong túi không thể phục hồi và kiểm tra cuối dây chuyền không thể phát hiện đáng tin cậy hư hỏng lá bên trong.
Bắt đầu
Để biết thêm về kiểm tra AI ở quy mô gigafactory, xem tổng quan kiểm tra cell pin gigafactory và các thách thức cụ thể khi mở rộng sản xuất cell.
Đang kiểm tra cell túi ở quy mô gigafactory?
Gửi cho chúng tôi loại lỗi khó nhất của bạn. Chúng tôi sẽ huấn luyện và triển khai mô hình trên hình ảnh cell thực của bạn trong 1 đến 3 giờ và so sánh chuẩn tỷ lệ phát hiện với quy trình kiểm tra hiện tại.
Yêu Cầu Thí Điểm Cell Túi