Inspección de Defectos con IA en Moldeo por Inyección de Plástico: Una Guía Práctica

El moldeo por inyección produce una categoría de defectos que son muy específicos, muy visuales y muy difíciles de detectar de forma confiable a ojo humano a velocidad de producción. Una marca de hundimiento de 0.1mm en una defensa negra. Una línea de soldadura en una carcasa transparente. Una rebaba en el cuerpo de un conector. Cada uno es el tipo de defecto que un ingeniero de calidad puede detectar en un laboratorio pero pierde por fatiga en un turno de 12 horas a 240 piezas por minuto.
Este es el tipo de problema de inspección para el que la visión con IA está construida. Defectos concretos, repetibles, visualmente distintivos en un conjunto relativamente acotado de geometrías de pieza. La economía funciona, el despliegue es rápido y el ROI está bien documentado. La planta de BMW en Leipzig reportó una reducción del 34 por ciento en tasas de desperdicio tras integrar visión IA en la producción de defensas. Ese no es un número aspiracional. Es lo que entrega una inspección consistente a velocidad de línea cuando el sistema está afinado correctamente.
Esta entrada es un catálogo de defectos práctico y guía de despliegue para inspección con IA en moldeo por inyección de plástico. Vea también la página de aplicación de Integridad de Pieza Moldeada para la arquitectura completa de Overview AI para este segmento.
El catálogo de defectos
Marcas de hundimiento
Pequeñas depresiones superficiales causadas por enfriamiento desigual, normalmente sobre secciones gruesas de pared o bases de costillas. Cosméticas en superficies visibles, estructurales en las funcionales. Las marcas de hundimiento submilimétricas (0.1 a 0.5mm de profundidad) son la clase más difícil de detectar a ojo, en particular sobre superficies oscuras o texturizadas. La visión IA las detecta de manera confiable con iluminación de ángulo rasante y un clasificador sensible a la profundidad.
Disparos cortos
Llenado incompleto del molde, dejando una pieza con geometría faltante. Siempre un rechazo. Fácil de detectar mediante comparación de silueta contra una línea base conocida como buena. Los disparos cortos suelen ser la primera clase de defecto desplegada porque la detección es directa y la consecuencia (falla de ensamble aguas abajo) es alta.
Rebabas
Material en exceso en líneas de partición, ventilaciones o ubicaciones de pernos eyectores. Las rebabas en superficies funcionales causan problemas de ensamble; las rebabas en superficies cosméticas son un rechazo del cliente. La detección requiere resolución de borde submilimétrica a lo largo de toda la línea de partición. Los clasificadores IA entrenados en geometría de rebaba manejan esto bien; los sistemas de visión basados en reglas tienen dificultades porque la línea de partición varía sutilmente entre herramientas de molde y lotes de material.
Líneas de soldadura (líneas de unión)
Costuras visibles donde dos frentes de flujo se encuentran durante el llenado. Siempre presentes pero a veces lo bastante prominentes para ser un rechazo cosmético. Las líneas de soldadura en piezas transparentes o translúcidas son particularmente visibles. Enfoque de detección: clasificador de textura superficial con umbrales sensibles a la ubicación (algunas líneas de soldadura son aceptables en regiones no visibles).
Alabeo
Distorsión dimensional por enfriamiento desigual o estrés residual. Se detecta en inspección 3D o mediante comparación dimensional contra el modelo CAD. El alabeo es uno de los casos donde la visión IA pura en 2D es insuficiente; combine con luz estructurada o triangulación láser para medición.
Splay (estrías plateadas)
Estrías en la superficie causadas por humedad en la resina o variación del proceso. Rechazo cosmético en superficies visibles, especialmente en materiales oscuros o pigmentados. Detección: clasificador entrenado en textura de estrías, con prioridad alta de recall porque el splay frecuentemente indica problemas aguas arriba en el manejo de resina que requieren atención.
Marcas de quemadura
Regiones decoloradas oscuras donde el aire atrapado se inflama durante el llenado, normalmente al final de trayectos de flujo largos. Siempre un rechazo. Detección: clasificador basado en color con filtrado por forma y ubicación para distinguir de variaciones de textura.
Vacíos y burbujas
Bolsas internas visibles en piezas transparentes; en piezas opacas, los vacíos se manifiestan como depresiones superficiales o debilidad. Detección: las piezas transparentes usan retroiluminación más clasificador IA; las piezas opacas requieren detección sensible a la profundidad o imagen térmica post-curado donde la arquitectura de la línea lo permita.
Contaminación por material extraño
Partículas, fibra o contaminación de color provenientes del manejo aguas arriba de la resina. Detección: clasificador de segmentación a nivel de píxel entrenado en los tipos específicos de contaminación observados en su instalación. La aumentación con datos sintéticos es particularmente útil aquí porque las muestras reales de contaminación son raras y variadas.
Dónde colocar la cámara
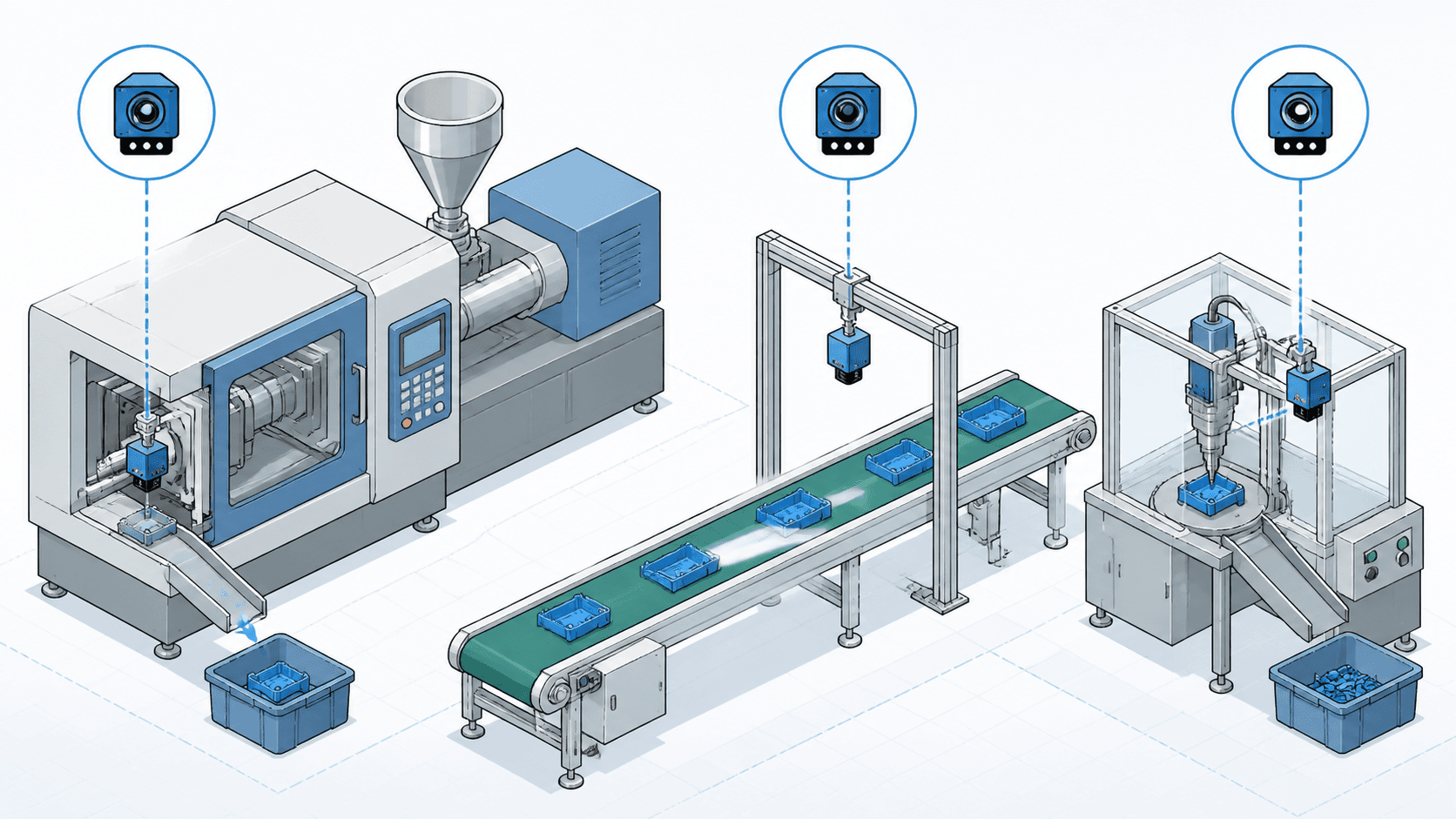
Tres opciones de colocación para la cámara de inspección, cada una con compromisos distintos:
Junto a la prensa, inmediatamente tras la eyección. Captura defectos antes de que ocurra cualquier daño por manejo. Permite que el sistema de control de la prensa marque y desvíe la pieza mala automáticamente. Inconveniente: estrés térmico sobre la cámara, vibración de la prensa y ángulos de cámara limitados.
Post-banda transportadora, antes del procesamiento aguas abajo. La colocación más común. Entorno térmico estable, múltiples ángulos de cámara posibles, inspección completa de 360 grados factible. Inconveniente: las piezas defectuosas pueden ya haber sido manipuladas o apiladas.
Post-recorte u operación secundaria. Útil cuando las operaciones secundarias (desbarbado, recorte, unión) introducen sus propias clases de defectos. Ejecute una inspección antes y después de cada paso secundario para localizar el modo de falla.
Para la mayoría de líneas, post-banda transportadora es el punto de partida correcto. Las cámaras junto a la prensa valen la inversión en gestión térmica para piezas de alto ciclo y alto costo donde capturar el rechazo antes de que salga de la prensa reduce significativamente el desperdicio aguas abajo.
La iluminación importa más que la cámara
La mayoría de las fallas de inspección en moldeo por inyección son fallas de iluminación, no fallas de algoritmo. Plástico negro, superficies brillantes y geometrías complejas requieren un diseño cuidadoso de iluminación. Mejores prácticas de iluminación cubre las decisiones arquitectónicas en detalle.
La lista corta para moldeo por inyección:
- Iluminación de domo difusa para superficies altamente reflectivas o brillantes.
- Iluminación estructurada de ángulo rasante para marcas de hundimiento, abolladuras y defectos de superficie.
- Retroiluminación para piezas transparentes o translúcidas para detectar vacíos e inclusiones.
- Iluminación coaxial para superficies altamente especulares donde los reflejos deben controlarse.
- Imagen multiespectral para contaminación de color similar que no es visible en RGB estándar.
Datos de entrenamiento: empezando con 5 a 20 imágenes
Las plataformas modernas de visión con IA alcanzan precisión de grado de producción en clases de defecto de moldeo por inyección con tan solo 5 a 20 imágenes reales con defecto por clase. El truco no es el volumen de imagen en bruto; es la calidad y diversidad de imagen dentro del envolvente de producción.
Para clases raras de defecto (menos de 1 por cada 10,000 piezas), la generación sintética de defectos cierra la brecha sin esperar meses para acumular suficientes muestras naturales. Vea nuestro whitepaper sobre datos sintéticos en manufactura HVMM para el mecanismo completo.
Cuando tiene una sola herramienta de molde que produce múltiples variantes de pieza (distintos colores, distintos insertos, distinto procesamiento post-molde), entrene modelos por variante. Style Transfer propaga la misma clase de defecto a través de variantes sin recolectar nuevamente muestras para cada cambio de color o material.
Economía de producción
Las líneas típicas de moldeo por inyección ven tasas de desperdicio del 1 al 5 por ciento en producción estable. Los despliegues de visión IA reportan consistentemente una reducción del 20 al 40 por ciento de esa tasa de desperdicio, en su mayoría capturando defectos antes y previniendo valor agregado aguas abajo en piezas malas.
En una línea típica que produce 10 millones de piezas al año a $0.50 por pieza, una reducción del 30 por ciento del desperdicio sobre una tasa base del 3 por ciento recupera aproximadamente $45,000 por año por línea. Los sistemas de inspección se pagan en menos de un año en la mayoría de los volúmenes de producción; en programas de pieza Tier-1 automotrices, la recuperación normalmente está por debajo de 6 meses.
Cómo empezar
La mayoría de los despliegues exitosos de moldeo por inyección siguen una forma de 4 semanas. Semana 1: instalar cámara en el punto de inspección elegido, capturar muestras buenas y defectuosas para la clase de defecto prioritaria. Semanas 2 y 3: expandir a todas las clases de defecto y variantes de pieza. Semana 4: integrar al PLC, automatizar la desviación de rechazos, validar contra inspección manual paralela.
Para más sobre la forma del despliegue, vea Implementación Rápida.
¿Inspeccionando piezas moldeadas por inyección?
Envíenos imágenes de su clase de defecto más difícil, más algunas referencias de pieza buena. Entrenaremos un modelo y lo compararemos con su inspección actual en menos de una semana, con un piloto de 30 días con garantía de devolución.
Solicitar un Piloto de Moldeo por Inyección