塑料注塑AI缺陷检测:实用指南

注塑工艺会产生一类非常具体、非常视觉化、又很难在生产节拍下用人眼可靠识别的缺陷。黑色保险杠上0.1mm的缩痕。透明壳体上的熔接线。连接器本体上的飞边毛刺。这些都是质量工程师在实验室里能识别、但在每分钟240件、连续12小时的轮班中会被疲劳吞噬的缺陷。
这正是AI视觉所擅长的检测问题。对象具体、可重复、视觉特征鲜明,零件几何相对受限。经济账算得通,部署速度快,ROI也有充分记录。宝马莱比锡工厂在保险杠生产线上集成AI视觉后,报废率下降34%。这不是愿景数字,而是系统正确调优后,产线节拍下持续检测能够交付的真实结果。
本文是面向塑料注塑AI检测的实用缺陷目录与部署指南。亦可参阅注塑件完整性应用页,了解Overview AI在该领域的完整架构。
缺陷目录
缩痕
冷却不均导致的小型表面凹陷,通常出现在厚壁段或加强筋根部。在外观面上属于外观缺陷,在结构面上属于结构缺陷。亚毫米级缩痕(深度0.1到0.5mm)是最难被肉眼识别的一类,尤其是在深色或带纹理的表面。AI视觉配合掠射角照明与具备深度感知的分类器可可靠检测。
欠注
模具未充满,零件缺失几何特征。一律判废。通过与已知良品基线进行轮廓比对即可轻松检测。欠注通常是首批部署的缺陷类别之一,因为检测原理直接,且后果(下游装配失败)严重。
飞边
在分型线、排气槽或顶针位置出现的多余材料。功能面上的飞边导致装配问题;外观面上的飞边客户会判退。检测要求沿整条分型线达到亚毫米级边缘分辨率。基于飞边几何形态训练的AI分类器在此类问题上表现良好;规则式视觉系统则较为吃力,因为分型线会因模具与材料批次不同而出现细微变化。
熔接线(熔合线)
充模过程中两股流体前沿汇合处可见的接缝。始终存在,但有时明显到足以构成外观判废依据。透明或半透明件上的熔接线尤其显眼。检测方案:表面纹理分类器,结合按位置定阈值(部分非可见区域的熔接线可接受)。
翘曲
冷却不均或残余应力导致的尺寸畸变。可通过3D检测或与CAD模型的尺寸比对捕获。翘曲属于纯2D AI视觉不足以应对的场景之一;建议搭配结构光或激光三角测量进行测量。
银纹(银丝)
树脂受潮或工艺波动导致的表面条纹。在外观面上属于判废缺陷,尤其在深色或带色母材料上。检测:面向条纹纹理的训练分类器,并以高召回率为优先目标,因为银纹往往提示上游树脂处理需要关注的问题。
烧焦
充模过程中长流道末端被困气体被点燃形成的深色变色区。一律判废。检测:基于颜色的分类器,配合形状与位置过滤,以与正常纹理变化区分开来。
气泡与空洞
透明件上可见为内部气泡;不透明件上则表现为表面凹陷或强度薄弱区。检测:透明件采用背光成像加AI分类器;不透明件需要具备深度感知的检测,或在产线架构允许时采用固化后热成像。
异物污染
来自上游树脂处理的颗粒、纤维或颜色污染。检测:基于工厂实际观察到的污染类型训练像素级分割分类器。合成数据增强在此尤其有用,因为真实污染样本稀少且形态多样。
相机该装在哪里
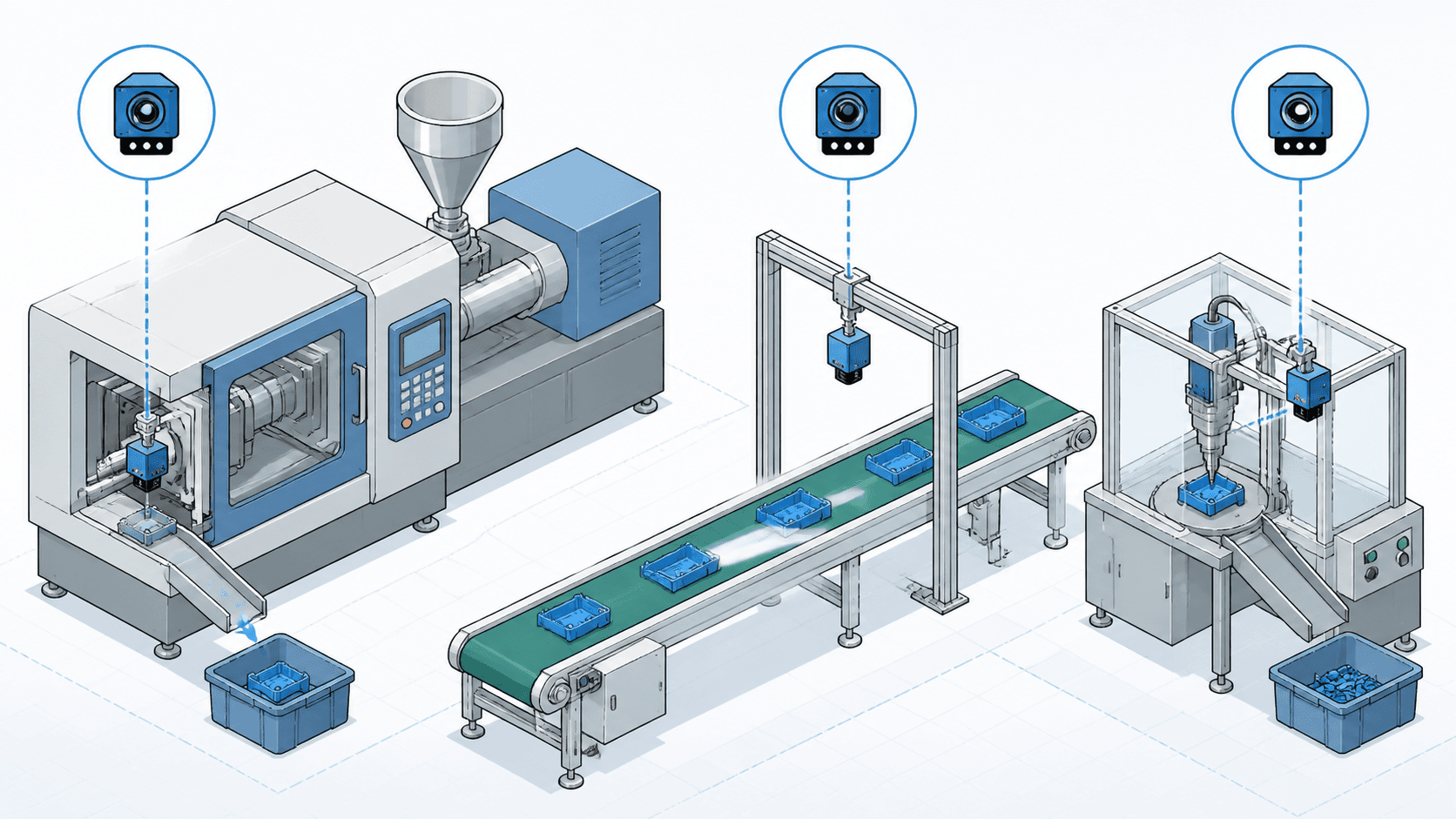
检测相机的三种布置选项,各有取舍:
注塑机旁、刚顶出后。在任何搬运损伤发生之前捕获缺陷。让注塑机控制系统能够自动标记并分流不良件。缺点:相机面临热应力、来自压机的振动以及拍摄角度受限。
传送带后、下游加工前。最常见的布置位置。热环境稳定,可设多个拍摄角度,可实现完整360度检测。缺点:不良件可能已被搬运或堆叠。
修边或二次工序之后。当二次工序(去浇口、修边、粘接)会引入自身缺陷类别时尤为有用。在每道二次工序前后各做一次检测,便于定位失效环节。
对多数产线而言,传送带后是合适的起点。对于高节拍、高单件价值的零件,把相机布置在压机旁、在不良件离开压机前就拦截,可显著降低下游浪费,值得投入热管理改造。
照明比相机更重要
注塑检测的多数失败属于照明失败,而非算法失败。黑色塑料、光面与复杂几何都需要细致的照明设计。详见照明最佳实践,其中详细介绍了架构选择。
注塑检测的常用清单:
- 漫射穹顶照明:用于强反射或光面表面。
- 掠射角结构光:用于缩痕、凹坑与表面缺陷。
- 背光照明:用于透明或半透明件,检测气泡与夹杂物。
- 同轴照明:用于强镜面反射表面,需要控制反光。
- 多光谱成像:用于标准RGB下不可见的同色污染。
训练数据:从5到20张图像起步
现代AI视觉平台在多数注塑缺陷类别上,每类仅需5到20张真实缺陷图像即可达到生产级精度。关键不在原始图像体量,而在生产范围内的图像质量与多样性。
对于稀有缺陷类别(低于1/10,000),合成缺陷生成可在不必等待数月自然样本积累的情况下补齐空缺。完整机制详见我们的HVMM制造合成数据白皮书。
当一副模具产出多个产品变体(不同颜色、不同嵌件、不同模后处理)时,应按变体训练独立模型。Style Transfer可在变体间传递同一缺陷类别,无需为每种颜色或材料变化重新采集样本。
生产经济账
典型注塑产线在稳定生产时的报废率为1%到5%。AI视觉部署普遍报告报废率下降20%到40%,主要来自更早识别缺陷、避免不良件继续累计下游加工成本。
一条年产1,000万件、单件$0.50的典型产线,若在3%的基础报废率上下降30%,每年每条产线大约可挽回$45,000。在多数生产体量下,检测系统在一年内回本;在汽车一级供应商的零件项目上,回收期通常在6个月以内。
如何起步
多数成功的注塑部署遵循一个4周节奏。第1周:在选定检测点安装相机,针对优先缺陷类别采集良品与不良品样本。第2到3周:扩展到全部缺陷类别与零件变体。第4周:与PLC集成,自动化分流不良件,与并行人工检测进行验证。
更多关于部署节奏的内容,参见快速实施。