Datos Sintéticos de Defectos para Manufactura HVMM: Cómo la Visión IA Cerró el Cuello de Botella de Datos

Durante treinta años, el paso limitante para desplegar visión IA en manufactura de alto volumen y mezcla media no fue el modelo. Fueron los datos. Los modelos industriales de visión necesitan de 500 a 2,000 imágenes etiquetadas por clase de defecto para entrenarse de forma confiable, y los defectos son raros por definición. Multiplique a través de las 10 a 15 variantes típicas en una línea HVMM y las cuentas se vuelven feas rápido: de 1 a 4 años de recolección natural para cubrir totalmente una flota de modelos.
Ese cuello de botella ahora se rompió. La generación sintética de defectos produce los mismos datos de entrenamiento etiquetados en minutos que la recolección natural producía en meses. Esta entrada explica el mecanismo, la forma de despliegue que habilita y por qué importa específicamente para el patrón de alto volumen y mezcla media que domina la manufactura real.
Para el análisis técnico completo con citas de investigación de la industria y la arquitectura de referencia completa, vea nuestro whitepaper sobre datos sintéticos en manufactura HVMM.
El cuello de botella de datos, en cifras concretas
Una línea que produce un defecto por cada mil piezas a 50,000 piezas al día genera unos 50 candidatos a defecto al día. Para recolectar 500 ejemplos etiquetados de una clase de defecto en una variante toma unos 10 días de producción continua. Para una clase rara que ocurre a 1 por cada 50,000 piezas (piense: partícula extraña en llenado farmacéutico, protrusiones de lámina en celdas pouch de litio, microfisuras en obleas solares), la misma recolección toma 500 días, aproximadamente 16 meses de producción a un solo turno.
Ahora multiplique por 12 variantes y 6 clases de defectos por variante. El tiempo total de recolección natural para una flota de modelos HVMM totalmente cubierta corre entre 1 y 4 años. La mayoría de los fabricantes no tiene años para esperar, y las líneas HVMM no se quedan quietas mientras ocurre la recolección. Una línea típica introduce de 3 a 7 nuevos SKUs por año, retira otros y absorbe cambios de material impulsados por proveedores. La flota de variantes está en movimiento. La recolección de datos naturales de defectos no puede ponerse al día porque la línea sigue cambiando bajo ella.
Cómo funciona realmente la generación sintética
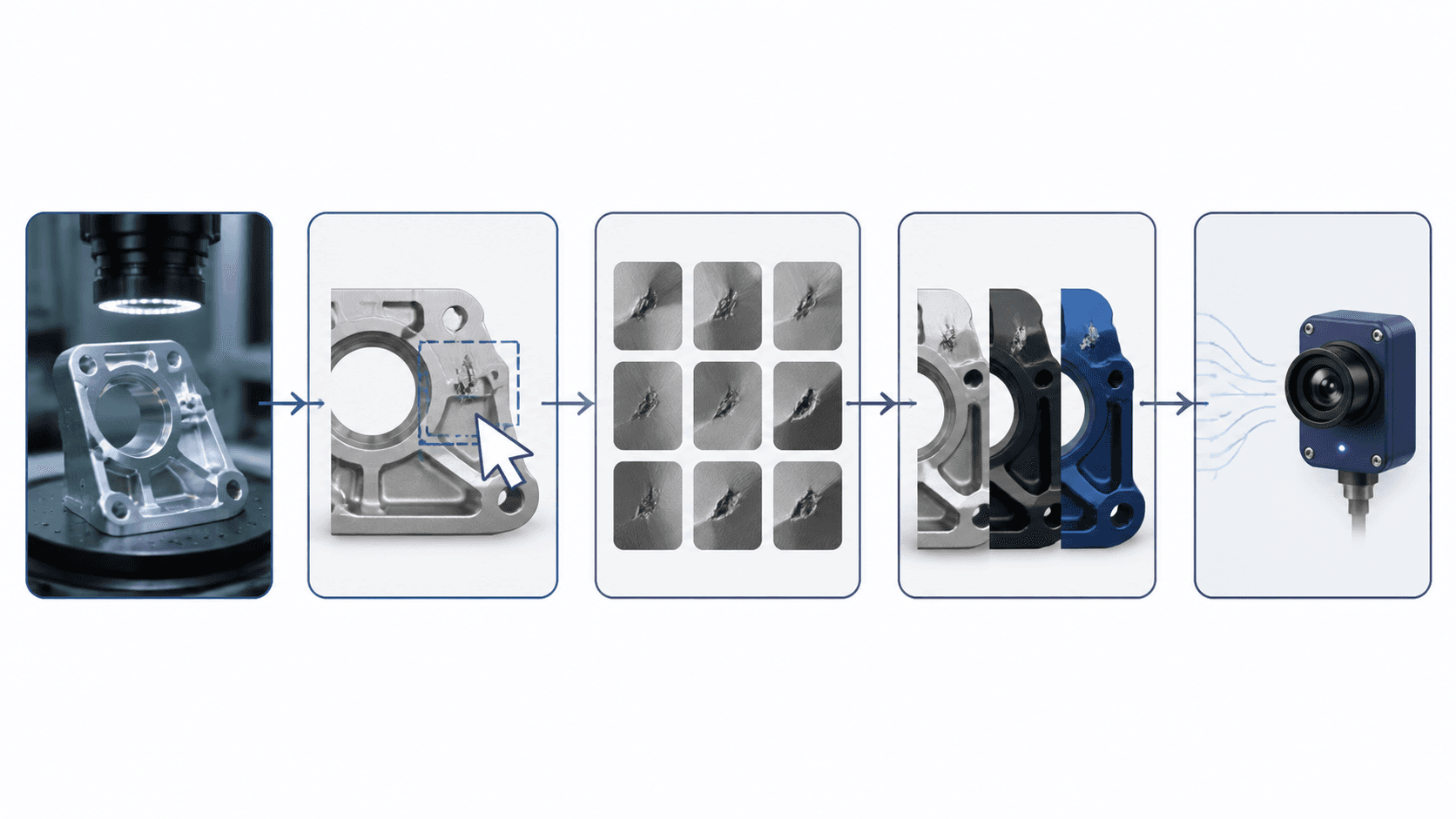
Los datos sintéticos de defectos, en el contexto de inspección de manufactura, significan imágenes de entrenamiento generadas programáticamente que se ven como imágenes reales de producción. La imagen base es real: una foto de alta resolución del producto real del fabricante, capturada por la cámara de producción, bajo la iluminación real de la línea. El defecto se renderiza encima. La combinación es un ejemplo de entrenamiento etiquetado.
Esta es una propuesta distinta a la narrativa de datos sintéticos en vehículos autónomos o robótica, donde el desafío es simular un mundo visual completo. En la inspección de manufactura, el sistema funciona desde una imagen estrechamente delimitada y dentro de la distribución del producto real. La síntesis es dirigida: colocar una astilla en este borde, un rayón en aquella superficie, un pin doblado en aquella posición, un fragmento de partícula sobre aquella cavidad de llenado. Photoshop sobre rieles, ejecutado por un ingeniero de calidad.
Cada imagen sintética se genera en menos de 30 segundos. Tres tareas de generación corren en paralelo. Para la mayoría de las clases de defecto, 20 entradas de imagen real son suficientes para sembrar el sistema; el modelo de visión subyacente está diseñado para eficiencia de muestras, con la generación sintética extendiendo la distribución. Pueden usarse más cuando se necesita. El conteo de muestras deja de ser una restricción.
Por qué los modelos no "se descontrolan" con datos sintéticos
La preocupación razonable sobre los datos sintéticos de entrenamiento es si el modelo aprenderá a detectar artefactos con apariencia renderizada en lugar de defectos reales, y se romperá en producción. La respuesta está integrada en el pipeline en lugar de asumida.
Superficie real del producto, cámara real, defecto renderizado. Las muestras sintéticas no son imágenes genéricas de stock. Cada una se construye sobre una imagen real del producto real del fabricante, capturada por la cámara real de producción, bajo el perfil de iluminación real de la línea. El defecto se renderiza encima. El modelo se entrena sobre superficie real del producto más defecto realista, no sobre artefactos caricaturescos.
La resolución píxel a píxel se preserva de extremo a extremo. Las herramientas de generación sintética coinciden con la resolución nativa de la cámara. No hay escalado superior, submuestreo ni artefacto de compresión entre la autoría y el despliegue.
Exportación e importación directa desde la cámara. Los modelos se entrenan con muestras sintéticas en la resolución y espacio de color exactos que verán en producción, luego se despliegan directamente a la cámara inteligente. Sin conversión de formato. Sin brecha de dominio entre entrenamiento e inferencia.
Salida curada por ingeniero. Cada muestra generada se revisa antes del entrenamiento. Las generaciones débiles o fuera de distribución se descartan. El conjunto de entrenamiento que el modelo ve es el subconjunto curado, no la salida en bruto.
Style Transfer: el multiplicador de la flota de variantes
La característica más consecuente dentro de la capa de datos sintéticos es lo que llamamos Style Transfer. Cree una clase de defecto una vez sobre una imagen conocida como buena de la Variante A. Style Transfer toma ese defecto creado y lo renderiza sobre una imagen limpia de la Variante B, en el color, material, recubrimiento, trama y acabado de superficie reales de la Variante B. La física del defecto (forma, escala, gradiente de severidad, distribución de ubicación) se traslada. El contexto visual se reconstruye.
La misma pasada se extiende a las Variantes C, D, E, y al resto de la familia de variantes. Distintos colores. Distintos materiales. Distintas geometrías. La biblioteca de defectos que tomó una tarde crear en la Variante A se convierte en una biblioteca de defectos que cubre toda la flota de variantes, incluyendo variantes de las que la línea aún no ha producido una sola unidad.
El efecto práctico es que la biblioteca de defectos escala sublinealmente con el conteo de variantes. Una flota de 15 variantes no requiere 15 veces el esfuerzo de autoría de una flota de 1 variante. Requiere aproximadamente 1.05 veces el esfuerzo. A través de despliegues con clientes, una sola clase de defecto creada llega a un promedio de 14 variantes antes de que se necesite cualquier reajuste.
El encuadre que esto permite es inusual: el modelo se entrena sobre variantes que la línea nunca ha producido. Cuando un nuevo SKU finalmente corre por la línea por primera vez, el modelo de inspección ya sabe cómo se ven los rayones, astillas, componentes faltantes y el resto de la biblioteca de defectos sobre él. No hay período de aprendizaje tras el lanzamiento del SKU.
La forma de despliegue que esto habilita
Cuando el paso de datos por variante deja de ser limitante, los despliegues HVMM caben en cuatro semanas en lugar de cuatro trimestres.
- Semana 1 (piloto). Montar la cámara. Capturar de 5 a 20 imágenes reales de la variante de mayor volumen. Generar la distribución sintética de defectos para las clases prioritarias (20 a 30 minutos). Entrenar, desplegar, validar contra muestras conocidas como buenas y defectuosas. Trabajo total: aproximadamente 4 horas de esfuerzo enfocado a lo largo de la semana.
- Semanas 2 y 3 (expandir). Agregar una receta por variante. Cada variante necesita de 5 a 20 imágenes reales más una pasada de Style Transfer (unos 6 minutos por variante) más una corrida de entrenamiento (38 a 54 minutos). Cada variante aterriza en menos de 90 minutos de tiempo real de trabajo.
- Semana 4 (integrar). Conectar al PLC vía EtherNet/IP, PROFINET o Modbus. Automatizar el cambio de receta. Configurar las salidas pasa/no pasa al mecanismo de rechazo. Cambiar la línea.
- Continuo (mejorar). Use Haystack para emerger casos límite a medida que la producción deriva. Reentrene modelos individuales por variante en minutos cuando aparezcan nuevos modos de defecto.
La forma de cuatro semanas se compara con una línea base histórica de 11 a 24 meses para un despliegue HVMM con alcance equivalente. La compresión es aproximadamente un orden de magnitud en tiempo de calendario a través de la flota completa de variantes.
Los límites que vale la pena reconocer honestamente
Los datos sintéticos no son una solución universal. Cuatro límites que vale la pena nombrar:
No reemplaza la diversidad de la imagen base. Si las imágenes capturadas de pieza buena no abarcan la variación legítima de producción (drift de iluminación, drift de color de proveedor, variación de acabado de superficie entre lotes), las muestras sintéticas heredan esas brechas. La mitigación no es atractiva pero es obligatoria: capturar imágenes de pieza buena que abarquen el envolvente real de producción, incluyendo los bordes.
No inventa física de defectos que no se le ha mostrado. Modos de falla genuinamente nuevos que nunca se han visto en ninguna parte no son predichos por el pipeline de síntesis. Son emergidos por la capa de aprendizaje continuo (Haystack), no por la generación sintética.
Style Transfer tiene un techo de fidelidad en transiciones extremas de material. Una clase de defecto creada en tela mate y transferida a metal pulido requerirá validación. En la práctica, las flotas de variantes que impulsan HVMM normalmente están dentro de la familia, pero el límite es real.
Los entornos regulados aún requieren validación con datos reales. Las aplicaciones de dispositivos médicos FDA, farmacéuticas, automotrices críticas para la seguridad y aeroespaciales normalmente requieren demostración del desempeño del modelo contra muestras reales de producción independientemente de cómo se generaron los datos de entrenamiento. Los datos sintéticos aceleran el camino hacia un modelo validado; no eliminan el paso de validación.
Hacia dónde se mueve el cuello de botella
Durante treinta años, el paso limitante en visión industrial fue los datos etiquetados por variante. Con la generación sintética, ese paso ahora toma minutos. El siguiente cuello de botella aguas arriba es la velocidad a la que las distribuciones de producción derivan y la velocidad a la que el sistema de inspección absorbe ese drift. La gestión del drift es observable, instrumentable y mejorable. La recolección de datos a nivel de variante no era ninguna de esas cosas. Espere que los próximos dieciocho meses de desarrollo de capacidades en este segmento se concentren en la capa de aprendizaje continuo: detección de drift más rápida, mejor emergencia de casos límite, bucles de reentrenamiento más autónomos.
Para el análisis técnico completo con citas de investigación de la industria, economía de despliegue y arquitectura de referencia, vea el whitepaper sobre datos sintéticos en manufactura HVMM. Para el contexto más amplio del patrón HVMM, vea cómo la inspección con IA se adapta a sus variantes de producto.
¿Quiere el análisis técnico completo?
El whitepaper HVMM cubre las cuentas de datos, la literatura de aumentación con GAN, los casos de estudio de BMW y Siemens, la arquitectura de referencia de cuatro capas, la economía de despliegue y los límites honestos en detalle.
Descargar el Whitepaper